

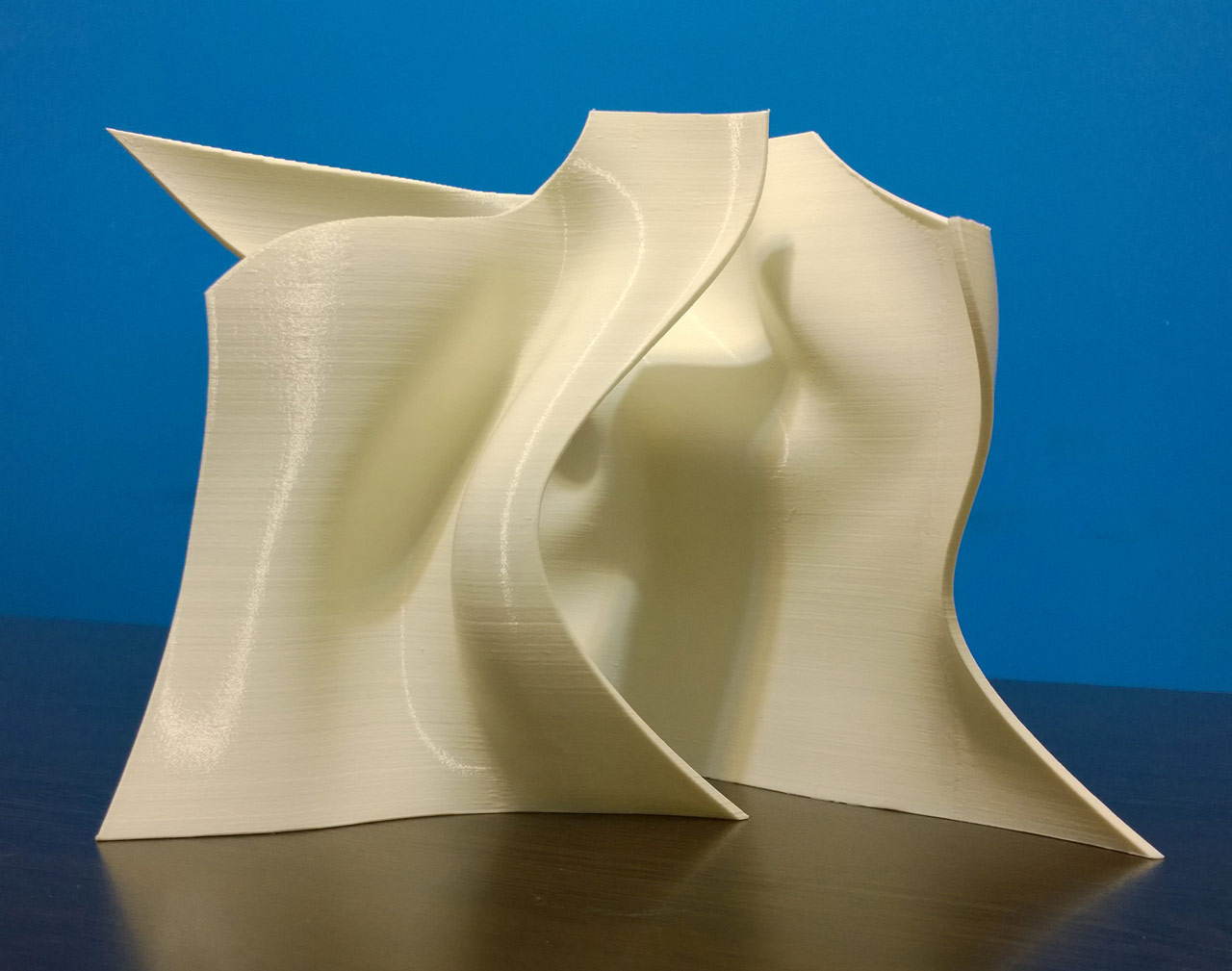
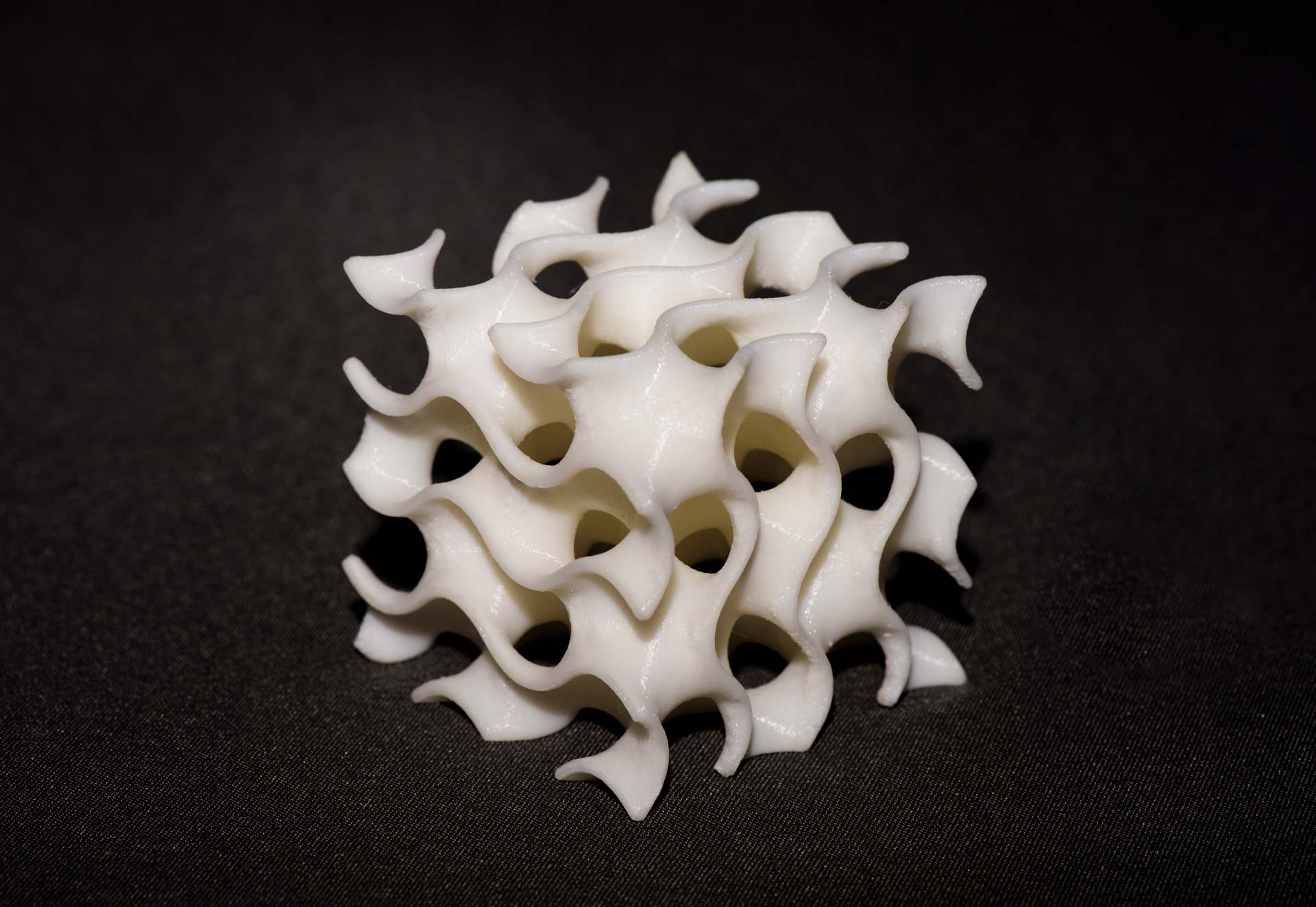
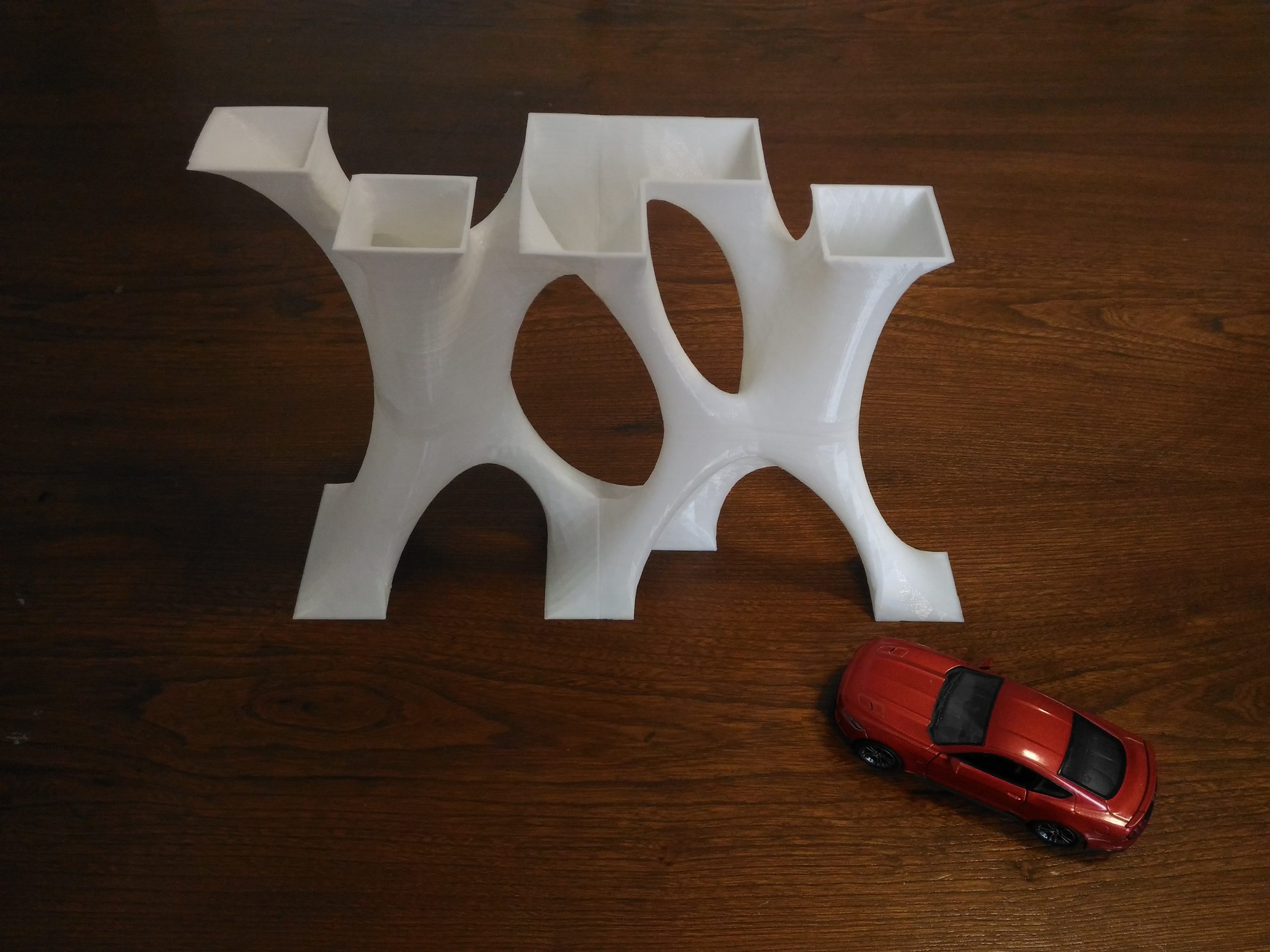
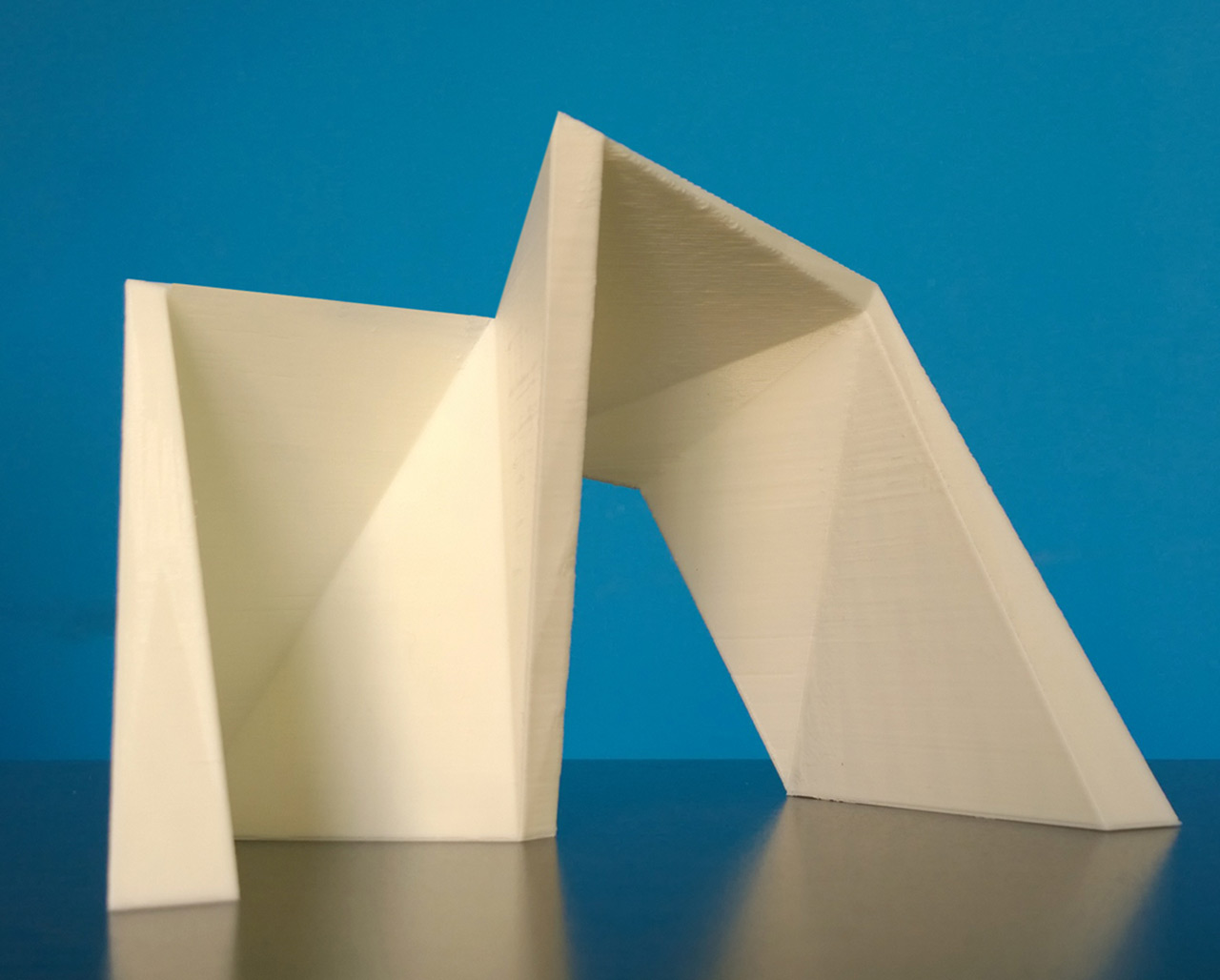
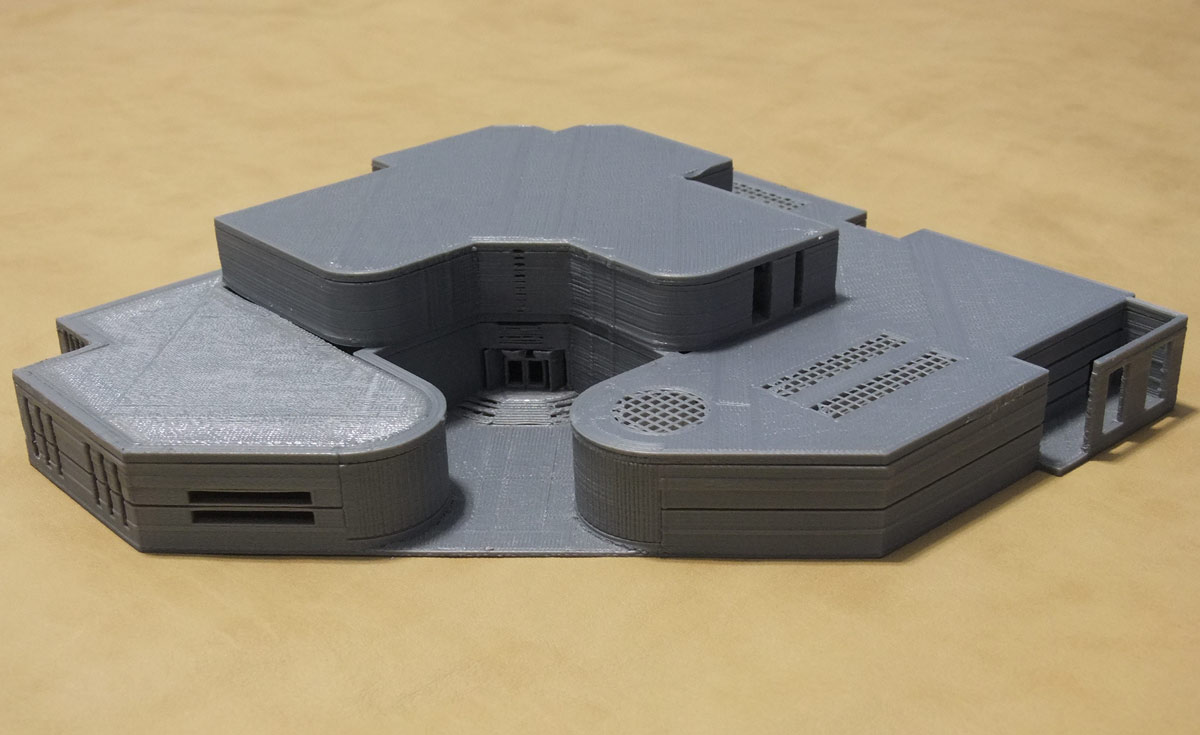
نمونه کار پرینت سه بعدی ماکت معماری به روش FDM
صخامت لایه ها: 200 میکرون
جنس فیلامنت: pla سفید
روش پرینت: FDM
تکنولوژی FFF که به نام FDM (Fused Deposition Modeling) نیز شناخته می شود. پرینت سه بعدی fdm از فرآیندهای پرینت سه بعدی است که از رشته فیلامنت پیوسته ی یک متریال ترموپلاستیک استفاده می کند. فیلامنت از یک قرقره ی بزرگ به اکسترودر در حال حرکت و حرارت دیده تغذیه می شود و بر روی مدل در حال ساخت دیپوز می شود. هد اکسترودر تحت کنترل کامپیوتر و معمولا در دو بعد حرکت می کند تا یک لایه را چاپ کند و سپس به میزان کمی و به طور عمودی به بالا حرکت می کند تا لایه ی بعدی را پرینت کند. همچنین سرعت هد اکسترودر ممکن است اکستروژن را متوقف کند و از سر بگیرد بدون اینکه بین لایه ها و بخش های مختلف پرینت، رشته رشته شود. عبارت ” Fused Filament Fabrication” توسط اعضای پروژه ی RepRap انتخاب شد با این تصور که “Fused Deposition Modeling” در انحصار قانونی بوده است.
در حال حاضر FDM پرطرفدارترین شیوه ی پرینت سه بعدی در بین علاقه مندان این رشته است. سایر روش ها مانند Photopolymerisation و Powder sintering ممکن است نتایج بهتری به دست دهند؛ اما هزینه ی آن ها بسیار بیشتر است.
اکسترودر پرینتر سه بعدی قسمتی از دستگاه است که مسئولیت ذوب کردن متریال خام و تبدیل آن به پروفایلی پیوسته را به عهده دارد. طیف گسترده ای از متریال های فیلامنت اکسترود می شوند؛ از جمله ترموپلاستیک هایی چون PLA، HIPS، TPU و nylon.
تکنولوژی FFF با برش و جهت دهی به مدل در قالب فایل STL و در صورت لزوم، طراحی سازه های ساپورت، توسط نرم افزار آغاز می شود. نازل می تواند هم به صورت افقی و هم به صورت عمودی حرکت داده شود. با حرکت نازل در بالای بستر پرینت و بر اساس هندسه ی تعریف شده، نوار باریکی از پلاستیک اسکترود می شود و به محض دیپوز شدن جامد می شود. استپر موتورها (stepper motor) و servo motors وظیفه ی حرکت دادن هد اکسترودر را به عهده دارند. مکانیزم مورد استفاده اغلب به صورت خطی X-Y-Z است. اگرچه مکانیزم های دیگری مانند Deltabot نیز اتخاذ شده اند. پس از اتمام پرینت یک لایه، پلتفرم در جهت محور z به پایین حرکت می کند تا لایه ی بعدی پرینت شود. این روند تا زمان اتمام ساخت قطعه ادامه پیدا می کند.
جهت اطمینان حاصل کردن از پیوستگی لایه، کنترل حرارت محیط از اهمیت بالایی برخوردار است. از این رو، دستگاه درون یک محفظه و در دمایی کمتر از نقطه ی دوب متریال قرار می گیرد. گرچه FFF به عنوان یک تکنولوژی پرینت، بسیار انعطاف پذیر است و با پشتیبانی لایه های زیرین، قادر به کنترل برآمدگی های کوچک هست؛ با این حال FFF به طور کلی محدودیت هایی در شیب این برآمدگی ها دارد و نمی تواند استلاکتیت های بدون ساپورت تولید کند.
متریال های Myriad متنوعی در دستس هستند از جمله: ABS، PLA، PC، PA، لیگنین، لاستیک و بسیاری دیگر که ویژگی های مختلفی از منظر حرارت و استحکام دارند. به علاوه رنگ یک متریال ترموپلاستیک هم می تواند بر استحکام قطعه ی پرینت شده اثر بگذارد.
در حین پروسه ی FFF، پلیمر داغ مذاب در معرض هوا قرار می گیرد. از این رو انجام این پروسه در محیطی با گاز نیتروژن یا آرگون می تواند به طرز پشم گیری چسبندگی بین لایه ها را ازایش دهد و در نتیجه خواص فیزیکی قطعه را نیز بهبود ببخشد. استفاده از این نوع گازهای بی اثر معمولا برای جلوگیری از اکسیداسیون در حین پروسه ی SLS رایج است.
نمونه کار پرینت سه بعدی ماکت معماری با کیفیت 200 میکرون و فیلامنت سفید را در این پست مشاهده می کنید.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}