
خدمات پرینت سه بعدی
پرینت سه بعدی از تکنولوژی های جدیدی است که در چند سال اخیر با سرعت بسیار زیادی در حال رشد بوده و هر روز شاهد نوآوری هایی در افزایش سرعت، افزایش کیفیت و انواع پرینتر های سه بعدی هستیم. در این مطلب می خواهیم بیشتر شما را با فرایند و خدمات پرینت سه بعدی و انواع پرینترهای موجود در بازار آشنا کنیم پس با ما همراه باشید.
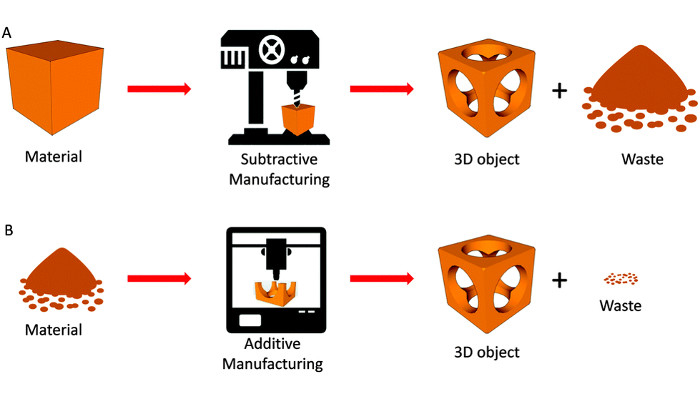
معمولا پرینت یا چاپ سه بعدی به صورت لایه لایه و اصطلاح به صورت افزایشی صورت می گیرد. یعنی در پرینت سه بعدی بر خلاف روش سی ان سی (CNC) که به صورت کاهشی است ( یعنی لایه ها برداشته می شوند) لایه ها روی هم قرار گرفته و آبجکت یا شکل سه بعدی مورد نظر ساخته می شود. چاپ سه بعدی یا تکنولوژی ساخت افزایشی، فرایند ساخت اشیائ از مدل سه بعدی کد یا مدل سه بعدی دیجیتالی است. در این فرایند مواد به صورت لایه لایه به روی هم قرار گرفته و ادغام می شوند. از مزیت های چاپ 3 بعدی امکان تولید اشکال یا هندسه های بسیار پیچیده است که ساختن آنها با دست امکان پذیر نیست.
تاریخچه پرینت سه بعدی
اولین فناوری چاپ سهبعدی در سال ۱۹۸۰ به وجود آمد. دکتر کودامای ژاپنی اولین بار این فناوری را به نام خود ثبت کرد. در آن زمان این فناوری نمونه سازی سریع خوانده میشد، این نامگذاری به این دلیل بود که این فناوری در واقع برای ساخت سریع و کمهزینه ی نمونه ی اولیه (پروتوتایپ) برای تولید انبوه طراحی شده بود.
سپس چالرز هل در سال ۱۹۸۶ میلادی دستگاه استریولیتوگرافی را به نام خود ثبت کرد. البته هل دستگاه خود را در سال ۱۹۸۳ اختراع کرده بود و در این مدت در حال تأسیس شرکت 3D Systems بود که در آن زمان به نام RP Systems شناخته میشد و هماکنون نیز یکی از بزرگترین فعالان حوزهٔ چاپ سهبعدی است. در آنجا بود که اولین نمونهٔ این دستگاه را با نام SLA-1 ساخت و در سال ۱۹۸۷ میلادی آن را معرفی کرد و در سال ۱۹۸۸ اولین نمونه آن با موفقیت آزمایش شد.
در همان زمانها کارل دکارد که در دانشگاه تگزاس مشغول بود در سال ۱۹۸۷ فرایند نمونهسازی فوری با پخت لیزری قابل انتخاب را با نام خود ثبت کرد. این ثبت اختراع در سال ۱۹۸۹ میلادی انجام شد و مجوزش به DTM Inc داده شد که بعدها نیز توسط 3D Systems خریداری شد.
در همان سال ۱۹۸۹ میلادی اسکات کرامپ، یکی از مؤسسان Stratasys Inc ثبت اختراع دستگاه مدلسازی لایههای مذاب را اعلام کرد و از آن برای محصولات شرکت استفاده کرد. البته این فناوری هماکنون بهصورت مدل متنباز رِپرَپ (RepRap) بسیار فعال است.
اصطلاح «پرینت یا چاپ سه بعدی» (اختصاراً 3DP) نخست به فرایند ویژهای تخصیص یافت که توسط دانشمندان دانشگاه امآیتی در سال ۱۹۹۳ (۱۳۷۲ش) ثبت اختراع شد و سپس طی قراردادهایی اجازه استفاده از آن به کارخانهداران زیادی واگذار شد. امروزه این اصطلاح بهمثابهٔ یک عنوان عام برای شماری از فرایندهای مرتبط نیز استفاده میشود.
انواع روش های مورد استفاده در انجام خدمات پرینت سه بعدی
خدمات پرینت سه بعدی که در حال حاضر به واحدهای تولیدی، طراحان صنعتی، معماران، قالبسازان و …خدمات ارائه می دهند معمولا از روش هایی استفاده می کنند که هزینه هایی معقولی داشته باشند و این خدمات و روش های پرینت با تکنولوژی ها و روش های پرینتی که در شرکت های بزرگ مورد استفاده قرار می گیرند متفاوت است. روشی که به منظور پرینت سه بعدی محصولات استفاده می شود، در هزینه سفاش پرینت سه بعدی تاثیر می گذارد. در ادامه این مطلب انواع روش های پرینت سه بعدی که در خدمات پرینت سه بعدی در بازار استفاده می شود را توضیح خواهیم داد.
پرینت سه بعدی Fused Deposition Modeling) FDM)
FDM یکی از انواع روش های پرینت سه بعدی و ارزانترین روش استفاده شده در خدمات پرینت سه بعدی است که از یک رشته مواد ترموپلاستیک به نام فیلامنت استفاده می کند. (فیلامنت چیست) این رشته یا فیلامنت (Filament) از طریق یک اکسترودر در حال حرکت و گرم از یک قرقره بزرگ تغذیه می شود. فیلامت ذوب شده و لایه لایه روی هم قرار می گیرد. انتهایی ترین بخش اکسترودر نازل (Nozzle) نام دارد که در دو بعد حرکت می کند تا یک لایه را پرینت کند. سپس با جابجایی در حور Z یا همان ارتفاع لایه بعدی شروع می شوددر هنگام حرکت در محور Z برای شروع لایه جدید فرایند اکسترود متوقف می شود و دوباره با شروع لایه جدید آغاز می شود. سَری پرینت سه بعدی یا اکسترودر بخشی است که فیلامنت در آن ذوب شده و به صورت ادامه دار از بخش نازل خارج می شود. فیلامنت های مورد استفاده برای پرینت تنوع زیادی دارند مانند: آکریلونیتریل بوتادین استایرن ABS، پلی لاکتیک اسید PLA، پلی استایرن HIPS، پلی اورتان ترموپلاستیک TPU و پلی آمیدهایی مانند نایلون Nylon. شما می توانید با خرید فیلامنت دلخواهتان محصولات خود را به طور سه بعدی پرینت کنید. انواع روش های پرینت سه بعدی
تاریخچه پرینت سه بعدی fdm
FDMتوسط S. Scott Crump، مؤسس Stratasys در سال 1988 توسعه یافت. با اتمام تاریخ انقضای حق امتیاز این تکنولوژی در سال 2009، هر شخصی می می تواند بدون نیاز به پرداخت هزینه ای به Stratasys، از این تکنولوژی استفاده کند. این مسئله سبب افت قیمت این تکنولوژی نیز شده است. با این حال Stratasys همچنان صاحب امتیاز نام تجاری FDM است.
پرینتر سه بعدی FDMدر حال حاضر محبوب ترین روش و یکی از ارزانترین روش ها برای استفاده در خدمات پرینت سه بعدی است. روش های دیگری غیر از FDM هستند که نتایج بهتری می دهند اما بسیار گران و پر هزنیه هستند به همین خاطر بیشترین سهم بازار خدمات پرینت سه بعدی به همین روش اختصاص دارد.

هزینه ی پرینت سه بعدی fdm
از سال 2010 هزینه پرینت سه بعدی به طرز چشم گیری کاهش پیدا کرده است. دستگاه هایی که نزدیک به 20000 دلار قیمت داشتند؛ اکنون به زیر 1000 دلار کاهش پیدا کرده اند. پروژه ی منبع باز Fab@Home پرینترهایی را برای مصارف عمومی با ه چیزی که قابلیت اکسترود شدن داشته باشد، توسعه داده است؛ از شکلات گرفته تا درزگیرهای سیلیکونی و واکنش دهنده های شیمیایی. پرینترهای سه بعدی مابعد طرح های پروژه، از سال 2012 در قالب کیت یا به صورت از پیش مونتاژ شده با قیمت 2000 دلار در دسترس هستند.
پرینترهای LulzBot 3D از شرکت Aleph Objects نمونه ی دیگری از کاربرد منبع باز تکنولوژی FFF است. این پرینتر در حال حاضر تنها مورد موجود در بازار است که از بنیاد Free Software گواهی “Respects your freedom.” یا “به آزادی شما احترام می گذارد.” دریافت کرده است.
متریال پرینت سه بعدی fdm
پلاستیک متداول ترین متریال پرینت سه بعدی از طریق FFF و سایر انواع EAM است. پلیمرهای متنوعی ممکن است مورد استفاده قرار بگیرند از جمله: ABS، PLA، PC، HDPE، PETG، PPSU و HIPS. به طور کلی، پلیمر نوعی فیلامنت ساخته شده از رزین بکر است. به علاوه، فلوروپلیمرها مانند لوله های PTFE به دلیل مقاومت حرارتی بالا در این پروسه مورد استفاده قرار می گیرند. این قابلیت به ویژه در انتقال فیلامنت بسیار مفید است.
چندین کلاس متریال را می توان اکسترود و پرینت سه بعدی کرد:
- پلیمرهای ترموپلاستیک که معمول ترین کاربرد FDM است.
- متریال کامپوزیتی با ماتریکس پلیمری و فیبرهای سخت کوتاه با بلند.
- دوغاب های سرامیکی و خاک رس که اغلب در ترکیب با روش روبوکستینگ استفاده می شوند.
- مخلوط های سبز پودرهای فلزی یا سرامیکی و چسب های پلیمری که در EAM فلز و سرامیک مورد استفاده قرار می گیرند.
- خمیرهای غذایی.
- خمیرهای بیولوژیکی مورد استفاده در بایوپرینتینگ.
پرینت سه بعدی SLA یا استریولیتوگرافی
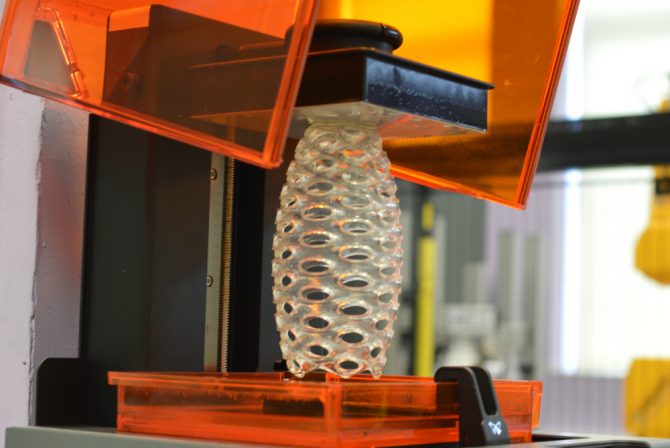
استریولیتوگرافی (SLA یا SL که تحت عوان دستگاه استریولیت سنگی، ساخت نوری، انجماد عکس یا چاپ رزین نیز شناخته می شود) یکی از انواع تکنولوژی های استفاده شده در خدمات پرینت سه بعدی است که به جهت ساخت مدل ها، پروتوتایپ، پترن و قطعات، به روش لایه لایه، استفاده می شود. در این تکنولوژی و در طی فرآیند فوتوشیمیایی، نور موجب پیوند مونومرها و الیگومرهای شیمیایی می شود و پلیمر شکل می دهد. سپس این پلیمرها بدنه ی یک شئ سه بعدی را شکل می دهند.
تحقیقات در این زمینه از دهه 1970 شروع شد؛ اما در پی درخواست ثبت اختراع این تکنولوژی توسط Chuck Hull در سال 1984 و سپس ثبت آن در سال 1987، این اصطلاح ارائه شد. از پرینتر سه بعدی sla می توان به منظور ساخت پروتوتایپ مدل های پزشکی، سخت افزارهای کامپیوتری و بسیاری از حوزه های دیگر، استفاده کرد. با وجود سرعت استریولیتوگرافی و قابلیت آن در ساخت هر نوع طرحی، این روش گاها می تواند گران قیمت باشد.
تاریخچه پرینت سه بعدی sla
استریولیتوگرافی یا SLA یکی از اولین و پرکاربردترین تکنولوژی های استفاده شده در خدمات پرینت سه بعدی است. در اوایل دهه ی 1980، Hideo Kodama، محقق ژاپنی، برای اولین بار با استفاده از اشعه ی ماوراء بنفش برای اثر گذاری روی پلیمرهای حساس به نور، روش مدرن لایه ای استریولیتوگرافی را اختراع کرد. در سال 1984، درست قبل از درخواست ثبت اختراع Chuck Hull، Alain Le Mehaute، Olivier de WITTE و Jean Claude Andre نیز این درخواست را ثبت کردند. درخواست ثبت اختراع این مخترعین فرانسوی توسط شرکت جنرال الکتریک فرانسه و CILAS رد شد. Le Mehaute این مسئله را نشان از مشکل نوآوری در فرانسه دانست.
Chuck Hull استریولیتوگرافی را به عنوان روشی برای ساخت اشیا سه بعدی به روش پرینت لایه های پی در پی با استفاده از یک ماده ی حساس به نور و اشعه ی ماوراء بنفش ثبت کرد. این روش با هدف ایجاد امکان ساخت پروتوتایپ در زمان کم برای مهندسان اختراع شد. پس از ثبت اختراع Chuck Hull، او اولین کمپانی پرینت سه بعدی جهان، 3D Systems را پایه گذاری کرد.
موفقیت استریولیتوگرافی در صنعت اتوموبیل سازی سبب اقبال پرینت سه بعدی و کاربردهای هرچه بیشتر آن در تولید و توسعه ی محصولات صنایع گوناگون شد. تا به امروز نیز تلاش هایی بسیاری در زمینه ی ساخت مدل های ریاضی فرآیندهای استریولیتوگرافی و طراحی الگوریتمی جهت تعیین امکان ساخت یک شئ با پرینت سه بعدی شده است.
متریال پرینت سه بعدی sla
متریال مایع مورد استفاده در پرینتر سه بعدی SLA، تحت عنوان رزین شناخته می شوند و پلیمرهای ترموست هستند. طیف گسترده ای از رزین ها در بازار موجود است و همچنین امکان استفاده از رزین های خانگی با ترکیبات متفاوت هم وجود دارد. خصوصیات این متریال ها با توجه به فرمولاسیون، متفاوت است: “متریال ها می توانند نرم یا سخت باشند، با مواد ثانویه ای چون شیشه و سرامیک پر شده باشند و یا خواص مکانیکی مانند دمای انحراف گرمای بالا و مقاومت در برابر ضربه داشته باشند.”
می توان رزین ها را به چند دسته تقسیم کرد:
-
رزین های استاندارد برای پروتوتایپینگ
-
رزین های مهندسی برای دستیابی به ویژگی های مکانیکی و حرارتی به خصوص
-
رزین های پزشکی و دندان پزشکی
-
رزین های ریخته گری
مزایای روش پرینت سه بعدی sla
یکی از مزایای استریولیتوگرافی سرعت آن است. قطعات آماده به کار را می توان در طول یک روز تولید کرد. مدت زمان ساخت یک قطعه به پیچیدگی طرح و ابعاد آن بستگی دارد. این زمان می تواند از چند ساعت تا چند روز متفاوت باشد. پروتوتایپ ها و مدل های تولید شده به روش استریولیتوگرافی، از قدرت و استحکام کافی برای ماشین کاری برخوردار هستند و می توان در قالب گیری و ریخته گری فلزی هم از آن ها استفاده کرد.
معایب روش پرینت سه بعدی sla
در حالی که استریولیتوگرافی قابلیت ساخت هر نوع طرحی را دارد گاها بسیار هزینه بر است؛ گرچه این قیمت ها در حال کاهش هستند و فوتوپلیمرهایی که زمانی لیتری 200 دلار بودند اکنون به 40 دلار رسیده اند. علاوه بر این، دستگاه های حرفه ای SLA نزدیک به 250000 دلار قیمت دارند. گرچه با افزایش علاقه ی عموم مردم به پرینت سه بعدی دستگاه های ساده تر SLA ساخته شدند که از 3500 دلار برای مدل Form 2 از Formlabs تا 200 دلار برای Anycubic Photon قیمت دارند. از سال 2016، جایگزین پرینتر سه بعدی SLA و DLP با رزولوشن با پنل های LCD رزولوشن بالا و پر کنتراست قیمت ها را به زیر 200 دلار رسانده است. لایه ها به طور کامل ساخته می شوند؛ زیرا کل لایه به طور کامل روی اسکرین نمایش داده می شود و در معرض LED های ماوراء بنفش تعبیه شده در زیر قرار می گیرد. رزولوشن 0.01 میلی متر قابل دستیابی است. یکی دیگر از معایب آن این است که فوتوپلیمرها چسبناک هستند و کمی موجب کثیفی می شوند که باید کنترل شود. قطعات تازه ساخته شده باید شسته، پخته و سپس خشک شوند.
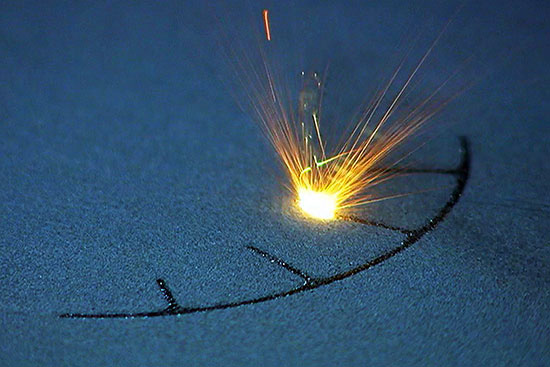
تکنولوژی پرینت سه بعدی SLS
تکنولوژی SLS، یکی دیگر از تکنیک های خدمات پرینت سه بعدی است که از لیزر برای پخت متریال (معمولا نایلون یا پلی امید) استفاده می کند؛ لیزر بر اساس مدل سه بعدی و به طور خودکار، نقاطی از متریال را مورد هدف قرار می دهد، آن ها را به یکدیگر پیوند زده و به یک ساختار جامد تبدیل می کند. این تکنیک به SLM (Selective laser melting) شباهت دارد و تنها در جزئیات تکنیکی با یکدیگر تفاوت دارند. تکنولوژی SLS و روش پرینت سه بعدی دیگری که به آن اشاره شد؛ تکنولوژی های نسبتا جدیدی هستند و تا به حال عمدتا به منظور ساخت پروتوتایپ و نمونه سازی مورد استفاده قرار گرفته اند.

تاریخچه پرینت سه بعدی SLS
تکنولوژی SLS توسط دکتر Carl Deckard و مشاور آموزشی، دکتر Joe Beaman در دانشگاه تگزاس در آستین و تحت حمایت DARPA در سال های میانی دهه 1980 توسعه پیدا کرد و ثبت شد. Deckard و Beaman در راه اندازی استارت آپ DTM، کمپانی طراحی و تولید پرینتر سه بعدی SLS، نقش داشتند. در سال 2001، 3D Systems، بزرگترین رقیب DTM و تکنولوژی SLS، DTM را خریداری کرد.
با توجه به نیاز پرینتر سه بعدی SLS به استفاده از لیزرهای پر قدرت، این تکنیک اغلب کمی پر هزینه است و استفاده از آن در محیط خانه، کمی هم خطرناک است. خطرساز بودن این تکنولوژی به معنای کوچک تر بودن بازار مصرف خانگی آن نسبت به سایر روش های پرینت سه بعدی مانند FDM است.
تکنولوژی SLS
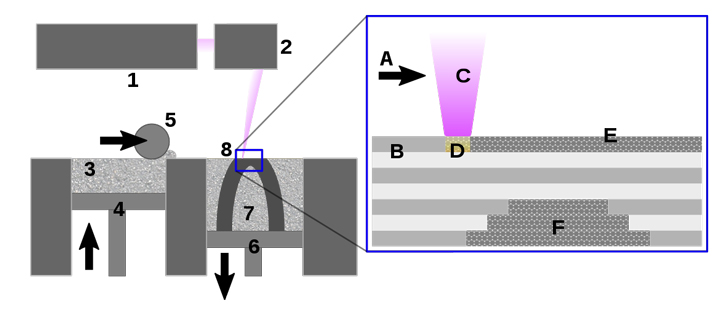
SLS که یکی از تکنیک های تکنولوژی AM است که شامل استفاده از لیزرهای پر قدرت (برای مثال لیزر کربن دی اکسید) جهت پخت ذرات کوچک پودر پلاستیک، فلز، سرامیک و یا شیشه و تبدیل آن ها به قطعات سه بعدی جامد است.در پرینتر سه بعدی SLS لیزر با توجه به دستور دیجیتال مدل سه بعدی (برای مثال فایل CAD یا داده های اسکن شده) قسمت های متریال پودری را انتخاب می کند و به آن ها حرارت می دهد. پس از اسکن، بستر پرینت یک لایه پایین تر می آید و لایه ی جدیدی از متریال بر روس سطح قرار می گیرد. و این روند تا کامل شدن قطعه ادامه می یابد.
متریال پرینت سه بعدی SLS
کیفیت قطعه ی پرینت شده sls به عوامل مختلفی بستگی دارد؛ مانند ویژگی های پودر از جمله ابعاد و شکل ذرات، انسجام، سختی و تخلخل. به علاوه، توزیع ذرات و خصوصیات حرارتی آن ها تأثیر زیادی بر قابلیت جریان پودر دارد.
متریال های SLS موجود در بازار، به شکل پودر و شامل پلیمرهایی چون PA، PS، TPE و PAEK هستند، در عین اینکه به این موارد محدود نیستند. پلی آمید ها به علت قابلیت سینترینگ (پخت) ایده آل شان به عنوان یک ترموپلاستیک نیمه کریستالی، رایج ترین متریال SLS هست و قطعاتی با خواص مکانیکی مطلوب به دست می دهد. پلی کربنات به علت سختی بالا، مقاومت در برابر شعله و پایداری حرارتی از متریال های مورد توجه SLS است؛ گرچه استفاده از چنین پلیمرهای آمورفی در SLS، قطعاتی با خواص مکانیکی و دقت نزول یافته به دست می دهد از همین رو در کاربردهای کم اهمیت مورد استفاده قرار می گیرند. از زمان توسعه ی SLM، متریال های فلزی در تکنولوژی SLS استفاده نمی شوند.
تولید پودر
ذرات پودر معمولا با آسیاب برودتی در دمایی کمتر از دمای انتقال شیشه ای متریال تولید می شوند. می توان این فرایند را با اضافه کردن مواد برودتی مانند یخ خشک یا ترکیبی از نیتروژن مایع و حلال های ارگانیک اجرا کرد. نتیجه ی این فرآیند می تواند ذرات گرد و یا نامنظم با قطری کمتر از 5 میکرون باشد. اندازه ی ذرات پودر طیف 15 تا 100 میکرون دارد و می تواند متناسب با ضخامت لایه ها باشد. پوشش های چسبی شیمیایی می توانند پس از فرآیند به سطح پودر اضافه شوند. این پوشش ها در طی فرایند سینترینگ کمک کننده هستند؛ به ویژه برای تشکیل قطعات مواد کامپوزیتی، مانند ذرات آلومینا پوشش داده شده با رزین اپوکسی ترموپلاستیک.
مکانیزم سینترینگ
در پرینت سه بعدی SLS، سینترینگ در مرحله ی اول، در حالت مایع رخ می دهد؛ هنگامی که ذرات پودر یک لایه ی ذوب میکرو در سطح تشکیل می دهند؛ که در نتیجه ی آن ویسکوزیته کاهش می یابد و یک پل مقعر بین دو ذره ایجاد می شود که تحت عنوان ‘Necking’ شناخته می شود و واکنش ذرات به کاهش انرژی سطح است. در مورد پودرهای روکش شده، هدف لیزر ذوب روکش ذرات است که سپس مانند چسب عمل می کنند. سینترینگ جامد نیز یکی از عوامل مؤثر است، که در دمای کمتر از نقطه ی ذوب متریال رخ می دهد. مجددا، هدف این پروسه نیز تحریک متریال به کاهش انرژی آزاد خود و نتیجتا انتشار مولکول ها در بین ذرات است.
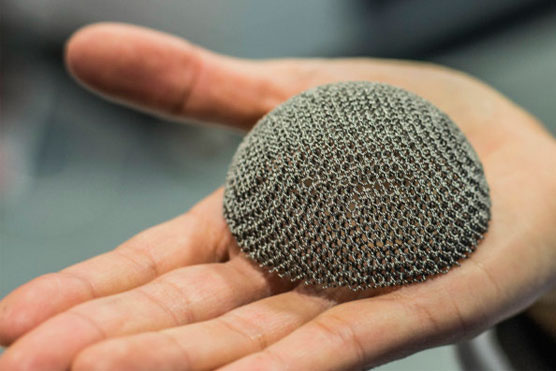
تکنولوژی پرینت سه بعدی SLS به علت توانایی در ساخت قطعات با هندسه های پیچیده، به طور گسترده و در بسیاری از صنایع مورد استفاده قرار می گیرد. رایج ترین کاربرد آن در نمونه سازی و ساخت پروتوتایپ در مراحل اولیه ی دیزاین، قالب های ریخته گری، سخت افزارهای خودرو و مدل های تونل بادی است. SLS همچنین به طور روز افزونی در تولید قطعات نهایی برای صنایع هوافضا، نیروی نظامی، پزشکی و الکترونیک است. نیاز این تکنولوژی به لیزر، تجهیزات سنگین و هزینه ی بالا، سبب عدم همخوانی آن با استفاده های خانگی می شود.
مزایا پرینت سه بعدی SLS
- ساپورت کامل که امکان ساخت زوایای بالای قسمت های اورهنگ، هندسه های پیچیده و چند قطعه به صورت همزمان را فراهم می کند.
- ساخت قطعاتی با سختی و استحکام بالا
- مقاومت شیمیایی مطلوب
- فینیش های متنوع
- سازگاری زیست محیطی
- ساخت قطعات با هندسه های پیچیده ی داخلی
- سریع ترین پروسه ی پرینت سه بعدی برای ساخت پروتوتایپ ها و یا قطعات نهایی ماندگار و کاربردی
- متریال های متنوع با استحکام، ماندگاری و کاربرد بالا
- به علت خصوصیات مکانیکی قابل اعتماد گاها می تونند به عنوان جایگزین پلاستیک های قالب تزریق معمول استفاده شوند.
معایب پرینت سه بعدی SLS
قطعات سطوح متخلخل دارند که می توان آن را با چندین مرحله ی پس از تولید مانند روکش های سیانوآکریلات یا با پرس گرم ایزو استاتیک پوشاند.
تکنولوژی پرینت سه بعدی فلز SLM
از دیگر انواع روش های پرینت سه بعدی فلز SLM است که به دلیل پیشرفت های سریع تکنولوژی، خدمات پرینت سه بعدی فلزی نیز در سال های اخیر رشد بسیاری را تجربه کرده است. بسیاری از استارتاپ ها و تولیدکنندگان پرینت سه بعدی روش های جدید و مقرون به صرفه و متریال های زیادی را ارائه داده اند. پرینت سه بعدی فلزی در بسیاری از صنایع از جمله هوافضا، خودروسازی و پزشکی بسیار رایج است و امکان پرینت قطعات فلزی پیچیده را با قیمت نسبتاً پایین در مقایسه با روش های تولید سنتی فراهم می کند.


انواع تکنولوژی های پرینتر سه بعدی فلز
یکی دیگر از روش های پرینت سه بعدی مورد استفاده در خدمات پرینت سه بعدی، پرینت سه بعدی فلز است. با این که در دهه 1970 تصور می شد که تکنولوژی های powder fusion بر اساس یک اصل نسبتاً ساده استوار هستند؛ یک منبع قدرت پودرهای فلزی را ذوب می کند تا قطعه نهایی را لایه به لایه شکل دهد، معروف ترین تکنولوژی پرینت سه بعدی فلزی که بر این اصل استوار است، Direct Metal Laser Sintering (DMLS) است که در دهه 1990 توسط ERD و EOS ثبت شد.
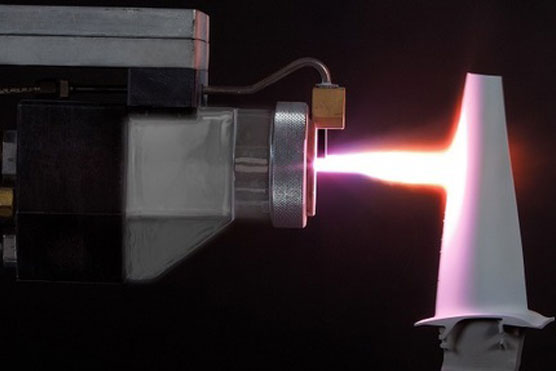
یکی دیگر از مهمترین تکنولوژی های پرینت سه بعدی فلزی، Direct Energy Deposition (DED) است که همانند FDM شامل ساخت قطعات فلزی از طریق لیزر CLAD است. در طول این پروسه، پودر توسط نازل پروجکت می شود و از طریق پرتو لیزر در خروجی فیوز می شود تا به یکدیگر جوش داده شود. این روش برخلاف اغلب تکنولوژی های دیگر امکان پرینت مستقیم روی یک قطعه را فراهم می کند. شرکت هایی مانند BeAM ، Sciaky و Optomec از این تکنولوژی استفاده می کنند.
در دهه 1990 ، CIRTES یک روش هایبرید جدید از ترکیب ماشینکاری و AM تحت عنوان طبقه بندی یا stratification را معرفی کرد. این پروسه با ساخت یک فایل STL یا CAD شروع می شود و قبل از قرار دادن سازه های ساپورت، برش داده می شود تا لایه ها تعریف شوند. سپس هر لایه فلزی با استفاده از micro-milling یا برش لیزری یا برش سیم تولید می شوند. سپس تمامی لایه ها در کنار یکدیگر قطعه ی نهایی را تشکیل می دهند.
اسپری سرد یکی دیگر از پروسه های پرینت سه بعدی فلزی است. این روش شامل اتصال پودرهای فلزی با پروجکت کردن شان، بدون حرارت، به یک سازه ی ساپورت است. در این طرح از هلیوم برای ایمن سازی پودر فلز استفاده می شود. این روش پرینت سه بعدی فلزی به دلیل قیمت زیاد گاز هلیوم به ندرت مورد استفاده قرار می گیرد.

متریال های پرینت سه بعدی فلزی
آلومینیوم از متداول ترین و پر مصرف ترین متریال های پرینتر سه بعدی فلزی است که اغلب در قالب الیاژ مورد استفاده قرار می گیرد. آلومینیوم در عین سبک بودن، مقاومت خوبی نیز از خود نشان می دهد. اغلب در مواردی که کاهش وزن محصول از اهمیت برخوردار است، مانند صنایع هواپیمایی و خودرو به کار برده می شود. در خدمات پرینتر سه بعدی فلزی، فولاد نیز در کاربردهای صنعتی از محبوبیت بالایی برخوردار است. فولاد خواص مکانیکی قوی و سطح فینیش خوبی را ارائه می دهد. از همین رو، این فلز محبوب ترین فلز مورد استفاده در پرینت سه بعدی است.
علاوه بر این، فلزاتی مانند گالیوم، کبالت کروم برای مصارف پزشکی و تیتانیوم به دلیل مقاومت خوب در برابر خوردگی و سازگاری زیستی برای کاربردهای پزشکی مورد استفاده قرار می گیرند.
فلزات گران قیمت اغلب در جواهرات استفاده می شود. علیرغم هزینه بالا، طلا ، نقره و برنز همه با پرینت سه بعدی برای ساخت قطعات پیچیده جواهرات استفاده می شوند. چالش این موارد در فینیش آن ها است.


کاربردهای پرینت سه بعدی فلزی
خدمات پرینت 3 بعدی فلزی در حال حاضر برای ایجاد قطعات یا محصولات نهایی در صنایعی مانند هوافضا و خودرو استفاده می شود. پرینت سه بعدی قادر به تولید اجزای هواپیما یا موتورهای موشک با وزن و هزینه ی کمتر است. پرینت سه بعدی فلزی همچنین در بخش پزشکی برای ایجاد ایمپلنت های مورد نیاز تحلیل و آنالیز، به ویژه در دندانپزشکی، کاربرد دارد. حتی می توان از پرینت سه بعدی فلزی در بخش دریایی برای طراحی ملخ های قایق استفاده کرد!
سلام خسته نباشید
شما دستگاه پرینت سه بعدی sla هم دارین و اینکه قیمتش چجوریه؟
سلام…سلامت باشید…
متاسفانه خیر…ما فقط به صورت تخصصی خدمات پرینت سه بعدی fdm کار می کنیم…روش های دیگه رو نداریم…اگر منظورتون قیمت خود دستگاه پرینتر سه بعدی sla هست تو گوگل سرچ کنید پیدا می کنید…البته تو ایران پرینترهای ارزونتر dlp هم هست که شرکت هایی مثل پرشیا تری دی تولید میکنن…
زهرا خرسند
سلام وقت بخیر مهندس من قبلا یک ماکت دادم برام پرینت گرفتین و خیلی راضی بودم خواستم ببینم شما در زمینه پرینت ۳ بعدی طلا و جواهرات هم کار میکنید؟ یک انگشتر دارم که برام پرینتشو بگیرین….
سلام…سلامت باشید…وقت شما هم بخیر باشه…
خوشحالم که راضی بودین…متاسفانه ما فقط پرینت سه بعدی fdm داریم..تو زمینه پرینت طلا و جواهرات کلا وارد نشدیم…البته ممکنه در آینده به مجموعه اضافه بشه ولی در حال حاضر نداریم متاسفانه…🙏🌺
سلام وقت بخیر شما پرینت سه بعدی مدل هایی با ابعاد بزرگ رو هم انجام میدین
سلام…
سلامت باشید…وقت شما هم بخیر باشه…بله…البته برای پرینت سه بعدی مدل های ابعاد بزرگ مجبوریم برش بزنیم و پرینت کنیم..در نهایت قطعات و با حلال pla به هم می چسبونیم…
سلام خسته نباشید
شما پرینتر برای فروش هم دارید . اینکه برای بخث خدمات پرینت سه بعدی پطور میشه شروع کرد؟ ممنون میشم توضیح بفرمایید
سلام…سلامت باشید.
بله پرینتر برای فروش داریم…تماس بگیرید تا توضیحات کامل بهتون داده بشه..در مورد بحث خدمات پرینت سه بعدی هم می تونید با گرفتن کارهای کوچک دانشجویی و با پیج اینستا یا سایت شروع کنید ولی در کل طول میکشه تا مشتری پیدا کنید و جا بیفتید…اکثر جاهایی که کار خدمات پرینت سه بعدی انجام میدن سابقه زیادی دارند و کم کم تو طول زمان جا افتادن تو بازار…