

در هنگام پرینت سه بعدی، اکسترودر مدام باید متوقف شود، به قسمت های دیگر بستر چاپ تغییر موقعیت دهد و دوباره اکسترود کردن را از سر بگیرد. اغلب اکسترودرها قابلیت حفظ یکنواختی فیلامنت خارج شونده را دارند، اما گاهی اوقات در هنگام قطع و وصل شدن، ممکن است میزان پلاستیک خروجی کمی تغییر پیدا کند. برای مثال اگر به سطح خارجی پرینتتان نگاه کنید؛ ممکن است متوجه نشانه های کوچکی شوید که بیانگر نقطه ی شروع پرینت آن قسمت از پلاستیک است. اکسترودر باید در نقطه ی به خصوصی شروع به پرینت سطح بیرونی قطعه بکند و در نهایت به همان نقطه بازگردد. به این نشانه ها Blobs و یا Zits می گویند. احتمالا می توانید تصور کنید که متصل کردن دو قطعه پلاستیک به هم بدون اینکه اثری به جا بگذارند کمی مشکل است، اما راهکارهایی وجود دارد که در صورت به کار گیری می توان این مشکل گلوله شدن فیلامنت در نقاط شروع پرینت سه بعدی را به حداقل رساند.
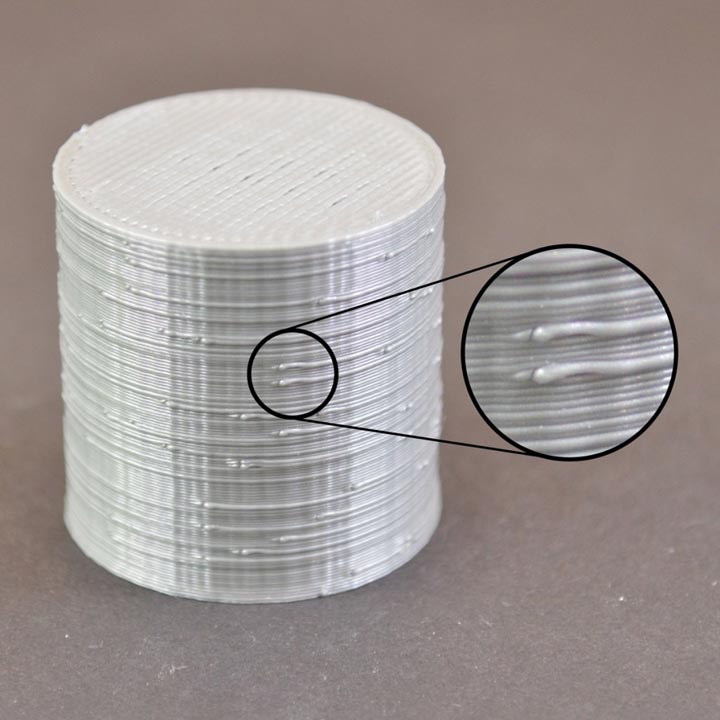
نگاره 1) مشکل گلوله شدن فیلامنت در نقاط شروع پرینت سه بعدی
راهکارهای رایج برای حل مشکل گلوله شدن در نقاط شروع پرینت سه بعدی
-
اگر به این دست معایب ظریف بر روی قطعه پرینت سه بعدی خود برخورد کردید؛ بهترین راه تشخیص علت آن، زیر نظر گرفتن قطعه درحین پرینت است.
آیا این مشکل هنگامی که اکسترودر شروع به کار می کند رخ می دهد؟ یا هنگامی که کل محیط قطعه پرینت شده و اکسترودر متوقف می شود؟ اگر در حالت اول مشکل ظاهر می شود؛ احتمالا باید به تنظیمات Retraction (برگشتن فیلامنت به درون نازل) نگاهی بیاندازید. از قسمت “Edit Process settings” وارد بخش Extruder tab شوید. در زیر گزینه ی Retraction distance، تنظیماتی تحت عنوان “Extra Restart Distance” را می بینید؛ که تفاوت بین میزان Retraction در هنگام توقف اکسترودر و Retraction در هنگام از سرگیری اکستروژن را تعیین می کند. اگر مشکل در آغاز پرینت رخ می دهد؛ پس احتمالا اکسترودر بیش از حد پلاستیک استفاده می کند. در این حالت با کم کردن عدد این تنظیمات می توانید این مشکل را حل کنید. به عنوان مثال، اگر میزان Retraction distance 1.0 میلی متر باشد، و Extra Restart Distance -0.2 میلی متر (به علامت منفی توجه کنید.)، هر زمان اکسترودر متوقف شود 1.0 میلی متر از پلاستیک به عقب کشیده می شود و هر زمان دوباره شروع به اکسترود کند؛ تنها 0.8 میلی متر از پلاستیک وارد نازل می شود.
اما اگر مشکل هنگام توقف اکسترودر رخ داد؛ باید تنظیمات دیگری را کنترل کنید. این تنظیمات Coasting نام دارد و در قسمت Extruder tab و درست در کنار گزینه ی Retraction قرار دارد. Coasting اکسترودر را کمی قبل از رسیدن به نقطه ی پایان پرینت خاموش می کند تا فشار موجود در نازل را کاهش دهد. این گزینه را فعال کنید و میزانش را افزایش دهید تا زمانی که دیگر گلوله های فیلامنت از بین بروند.
-
از Retraction غیر ضروری خودداری کنید.
تنظیمات Retraction و Coasting می توانند هرگاه نازل اکسترود می کند از مشکل جمع و گلوله شدن فیلامنت جلوگیری کنند؛ اما در برخی موارد بهتر است از Retraction خودداری کرد. به این طریق اکسترودر مجبور به تغییر جهت نیست و می تواند به طور یکنواختی فیلامنت اکسترود کند. در برخی از پرینترها فاصله ی اکسترودر با نازل، Retraction را مشکل می کند، از این رو برای اعمال تنظیماتی که مناسب دستگاه شما باشد به بخش Advanced tab بروید و گزینه ی “Ooze control behavior” را انتخاب کنید. Retraction اساسا برای جلوگیری از رشته های نازک کشیده شده بین قسمت های مختلف اعمال می شود. گاهی این رشته ها در قسمت هایی از قطعه رخ می دهند؛ که پوشیده خواهد شد، بنابراین امکان فعال کردن Retraction فقط در مواقعی که نازل در حال گذر از قسمت های باز قطعه است هم وجود دارد به این منظور می توانید گزینه ی “Only retract when crossing open spaces” را فعال کنید.
همچنین تنظیماتی وجود دارد؛ که می تواند مسیر حرکت نازل را عوض کند و نازل مجبور به گذر از قسمت های باز هم نباشد. برای دسترسی به این تنظیمات از قسمت “Movement tab” گزینه ی “Avoid crossing outline for travel movement” را فعال کنید.
-
Retraction بدون توقف
در برخی پرینترها فشار زیادی در نازل جمع می شود و هر بار که اکسترودر متوقف می شود فشار موجود در نازل گلوله ها را ایجاد می کند. از این رو تنظیمات دیگری وجود دارد که امکان اعمال Retraction در عین حرکت را فراهم می کند، به این معنا که امکان وقوع مشکل گلوله شدن وجود ندارد؛ زیرا که اکسترودر به طور ممتد در حال حرکت است. برای دسترسی به این تنظیمات از قسمت Edit Process Settings”” وارد بخش Extruder tab شوید. مطمئن شوید گزینه ی “Wipe nozzle” فعال است. این گزینه سر نازل را پس از هر اکسترود تمیز می کند. میزان گزینه ی ” Wipe distance” را 5 میلی متر تعیین کنید. سپس از قسمت Advanced tab گزینه ی “Perform retraction during wipe movement” را فعال کنید. این گزینه از retraction با توقف جلوگیری می کند.
-
نقطه ی شروع را مشخص کنید.
اگر همچنان مشکل پا برجا بود از قسمت “Edit Process Settings” وارد بخش layer tab شوید. این امکان فراهم است؛ تا نقاط شروع را خودتان تنظیم کنید. به عنوان مثال می توانید در هنگام پرینت یک مجسمه، تمام نقاط شروع را در پشت آن قرار دهید تا قابل مشاهده از روبه رو نباشند. از این رو گزینه ی “Choose the start point that is closest to specific location” و سپس مختصات نقطه ی مورد نظرتان را وارد کنید.
منبع: simplify3d.com