

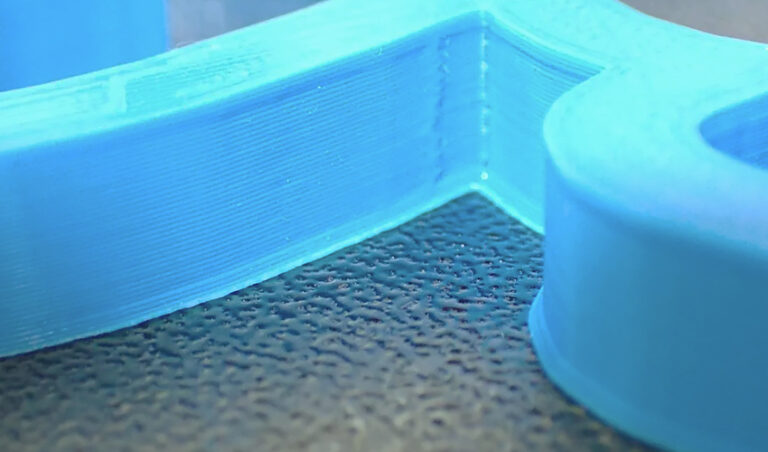
تولید افزودنی مزیت قابل توجهی در آزادی طراحی ارائه می دهد. با این حال، زمانی که چاپگر سه بعدی پیکربندی مناسبی نداشته باشد یا فاز طراحی و مدل سازی بهینه نشده باشند، این مزیت می تواند به خطر بیفتد. در نتیجه، ممکن است طیف وسیعی از مشکلات چاپ سه بعدی مانند رشتهرشته شدن، تاب برداشتن و … ایجاد شود. یکی از مشکلات رایج تحت عنوان پای فیل شناخته میشود که معمولاً در پرینت سهبعدی FDM دیده میشود، زمانی که لایه اول گستردهتر از آنچه باید میشود، شبیه به شکل پای فیل.
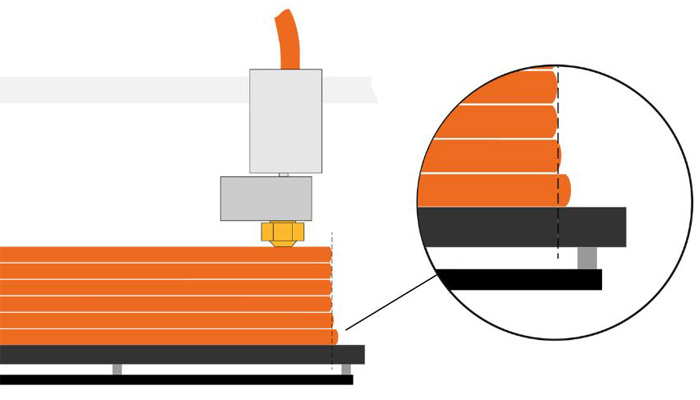
این موضوع به دلیل نزدیکی نازل چاپ به صفحه پایه در طول فرآیند چاپ و در اثر “z-stepping” ایجاد می شود. در نتیجه، نازل در حین اکسترود کردن، به لایه اول فشار وارد می کند و باعث کشیده شدن آن می شود و بر چسبندگی آن به صفحه تأثیر منفی می گذارد. وجود پای فیل به طور قابل توجهی دقت کلی ابعاد و قطعهی نهایی را کاهش میدهد. به همین دلیل، مونتاژ قطعه به دلیل تناسب نادرست، اگر غیرممکن نباشد، چالش برانگیز می شود. علاوه بر این، ظاهر بصری قطعه نیز تحت شعاع این مشکل قرار میگیرد، با این حال، در مرحلهی پردازش امکان اصلاح محدود برخی از این ایرادات وجود دارد. با این وجود. در این راهنما، دلایل این خطای رایج چاپ سه بعدی را بررسی خواهیم کرد و راهکارهایی در مورد نحوه جلوگیری از آن ارائه خواهیم داد.
نکاتی برای جلوگیری از پای فیل در پرینت سه بعدی
برای شروع، اطمینان از تراز بودن صفحه چاپ و حفظ فاصله مناسب بین نازل و صفحه بسیار مهم است. کالیبراسیون دستی می تواند به این امر کمک کند. برای کالیبره کردن، به یک لایه نازک کاغذ یا یک قطعه فلزی باریک نیاز دارید. سپس نگهدارنده انتخاب شده بین نازل و سینی چاپ حرکت داده می شود تا زمانی که با مقاومت کمی روبرو شود که نشان دهنده فاصله صحیح است. انجام یک چاپ آزمایشی از لایه اول، صحت کالیبراسیون را تأیید می کند.
چاپ آزمایشی می تواند منجر به سه حالت شود: نازل بیش از حد بالا، خیلی پایین یا به درستی تنظیم شده است. فضای خالی در لایه نشان می دهد که نازل بیش از حد بالا است، در حالی که اگر ارتفاع نازل چاپ خیلی کم باشد، شیارها دیده می شود. در هر دو مورد، کالیبراسیون مجدد ضروری است. تراز موفقیت آمیز یک نتیجه چاپ صاف و دقیق را ایجاد می کند، همانطور که در تصویر زیر نشان داده شده است:

راه حل مشکل پای فیل در پرینت سه بعدی FDM
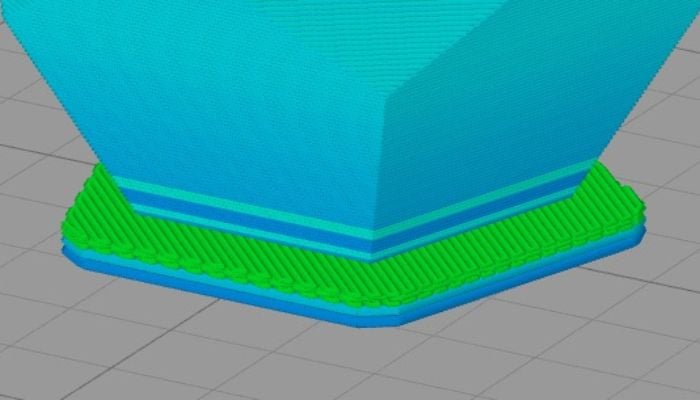
علاوه بر این، اطمینان از همسو بودن دمای سینی و اکسترودر با توصیههای سازنده ضروری است. عدم انجام این کار ممکن است منجر به مشکلات چاپی مختلفی شود. اگر پس از انجام مراحل قبلی به نتایج مورد نظر دست نیافتید، می توانید یک راه حل غیرمستقیم را امتحان کنید. یک رویکرد توصیه شده اجرای رفتینگ در طول فرآیند چاپ است. رافتینگ شامل چاپ چندین لایه مواد قبل از شروع چاپ واقعی قطعه است. در نتیجه، شی نهایی بر روی نوعی “قایق” چاپ می شود که در طول پردازش پس از پردازش نیاز به حذف دارد. وجود این قایق به عنوان یک بافر بین لایه اول و صفحه چاپ عمل می کند و باعث می شود پای فیل روی خود قایق شکل بگیرد.
نتایج بهبود یافته از طریق مدل سازی سه بعدی
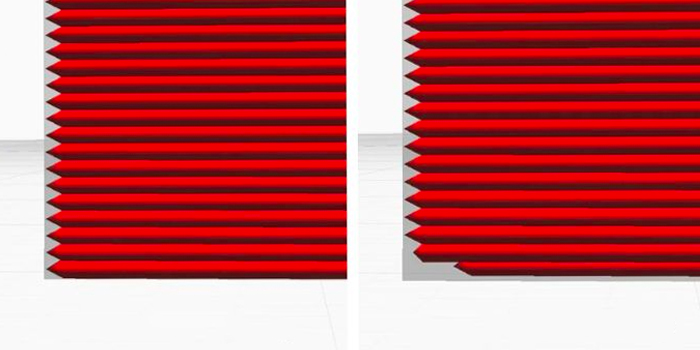
برای جلوگیری از پای فیل در قسمت نهایی پرینت سه بعدی، می توانید تنظیمات را در مرحله مدل سازی سه بعدی انجام دهید و از نرم افزارهای تخصصی استفاده کنید. یکی از روش های موثر این است که به صورت دستی یک اریب جزئی 45 درجه در لبه پایینی مدل اعمال کنید. این اصلاح ظاهر پای فیل را محدود می کند زیرا این نقص معمولاً در فضای آزاد ایجاد شده در طول مدل سازی سه بعدی ایجاد می شود. همچنین نرم افزارهایی برای رفع این مشکل طراحی شده اند. به عنوان مثال، نرم افزار PrusaSlicer پارامتر «Elephant’s Foot Compensation» را در حالت های پیشرفته و تخصصی خود ارائه می دهد. با استفاده از این تنظیمات، لایه اول کمی باریک تر از لایه های دیگر مدل سازی می شود، و پای فیل را بدون به خطر انداختن ظاهر کلی قطعه در نظر گرفته و رفع میشود. اگرچه پیشنمایش مدل سهبعدی ممکن است مخدوش به نظر برسد، اما همانطور که در نظر گرفته شده است چاپ میشود. یکی دیگر از ابزارهای محبوب برای تنظیم طرح Cura است که امکان پارامترسازی انبساط افقی، به ویژه محورهای X و Y مدل را فراهم می کند. برای مقابله با انقباض مواد، که معمولا در پلاستیک هایی مانند ABS یا نایلون دیده می شود، از یک مقدار مثبت استفاده می شود. با این حال، برای پرداختن به مسئله یک لایه اول مسطح و گسترده تر، باید از مقدار منفی در این تنظیم استفاده شود. اصل این روش مشابه روشی است که در راه حل Prusa استفاده می شود و به شما آزادی انتخاب را بر اساس اولویت خود برای نرم افزار چاپ سه بعدی می دهد.
در نهایت، اثر پای فیل را می توان در طول مرحلهی پردازش مورد بررسی قرار داد. در حالی که راه حل های ارائه شده از طریق مدل سازی سه بعدی می توانند خرد شدن را در محورهای X و Y کاهش دهند، مشکل در محور Z حل نشده باقی مانده است. اگر برخورد با محور Z چالش برانگیز به نظر می رسد، می توانید نقص تولید را در طول پس پردازش اصلاح کنید. یکی از روشهای موثر، استفاده از ابزاری برای جدا کردن مواد اضافی است. قیمت چنین ابزارهایی بسته به تامین کننده می تواند به طور قابل توجهی متفاوت باشد و میانگین آن بین 10 تا 30 دلار است. به طور خلاصه، پای فیل در پرینت سه بعدی می تواند مشکلات مختلفی را در قطعات ایجاد کند. اکنون شما اطلاعات کافی در مورد نحوه کالیبره کردن صفحهی چاپ، استفاده از فرآیند مدلسازی سه بعدی و رفع این نقص در طول پردازش را کسب کرده اید.
منبع: 3Dnatives