

اگر قبلا تجربه ی پرینت جداره های باریک و جزئیات ظریف را داشته اید؛ حتما متوجه چالش و دشواری آن شده اید. اکثر پرینترهای سه بعدی ابعاد نازل ثابتی دارند از این رو اگر قصد پرینت چیزی باریک به اندازه ی نصف قطر نازلتان را داشت باشید نیازمند دقت و توجه زیادی خواهد بود.
پیش از هر چیز توجه داشته باشید که حتی قطعات بزرگ هم ممکن است شامل قسمت های باریک باشند. بسیاری از قطعات هم ممکن است لبه های تیز داشته باشند؛ که آن هم مستلزم اکسترود بسیار ظریفی است. بنابراین جدای از اینکه چه قطعه ای پرینت می کنید داتستن این اطلاعات می تواند بسیار مفید باشد. مدل زیر را در نظر بگیرید.
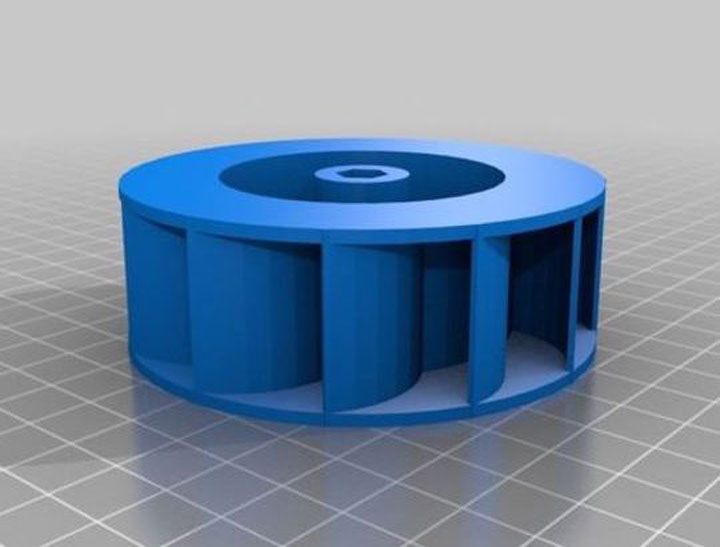
نگاره 1) پرینت جداره های باریک و جزئیات ظریف
بهتر است این جزئیات کوچک را به دو دسته تقسیم کنیم: جزئیات درونی و جرئیات بیرونی
جداره های باریک بیرونی جزئیات بسیار نازکی هستند؛ که از بیرون قطعه قابل مشاهده هستند. برای مثال اگر از نازلی به پهنای 0.4 میلی متر استفاده می کنید و جداره ای به قطر 0.2 میلی متر پرینت کردید؛ نمونه ای از جزئیات بیرونی خواهد بود. یا اگر جداره ای به پهنای 1 میلی متر را با نازل 0.4 میلی متری پرینت کنید؛ احتمالا متوجه فواصل داخلی بسیار نازکی بین محیط های هر جداره خواهید شد.
جزئیات ظریف بیرونی
این فایل مدل را دانلود کنید و در Simplify3d باز کنید. این مدل شامل چندین پره ی نازک است که فقط 0.35 میلی متر قطر دارند. اگر بر روی “Edit Process Settings” کلیک کنید می بینید که تنطیمات کارخانه برای نازل 0.4 میلی متری تنظیم شده اند. و این به این معناست که پره ها نازک تر از نازل مورد استفاده هستند. از این رو اگر وارد قسمت “Prepare to print” شوید متوجه می شوید که پره ها در مدل دیده نمی شوند. این به این دلیل است که Simplify3d به طور پیش فرض قسمت های نازک تر از نازل را پرینت نمی کند گرچه امکان کنترل کامل آن را در اختیارتان قرار می دهد.
از قسمت “Edit Process Settings” وارد بخش Advanced tab شوید. به طور پیش فرض گزینه ی “External thin wall type” بر روی “perimeters only” تنظیم شده است آن را به “allow single extrusion walls” تغییر دهید و بر گزینه ی ok برای اعمال تغییرات کلیک کنید.
همانطور که در تصویر می بینید پره ها به مدل اضافه شده اند. اگر مد رنگی پریویو را به “Feature type” تغییر دهید می بینید که پره ها به رنگ آبی تیره هستند؛ که به این معناست که با استفاده از external single extrusion پرینت می شوند. نرم افزار قادر به تنظیم میزان پلاستیک کافی برای قسمت ها ی جزئیات خواهد بود.
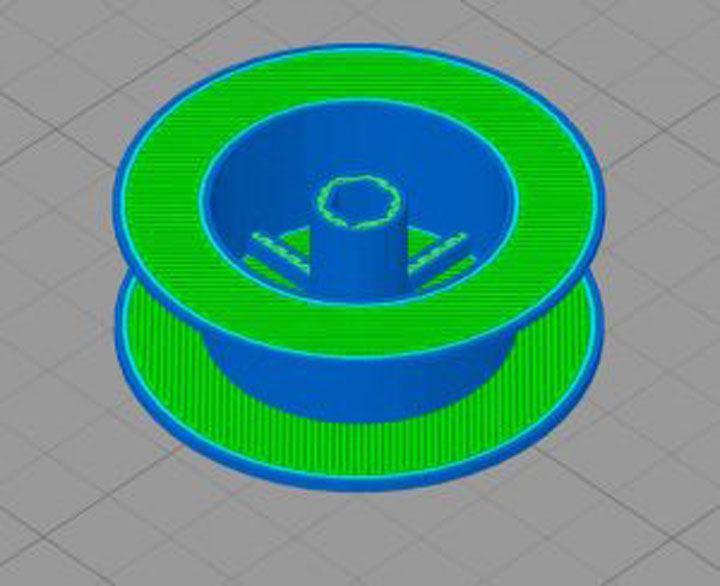
نگاره 2) فقط perimeters
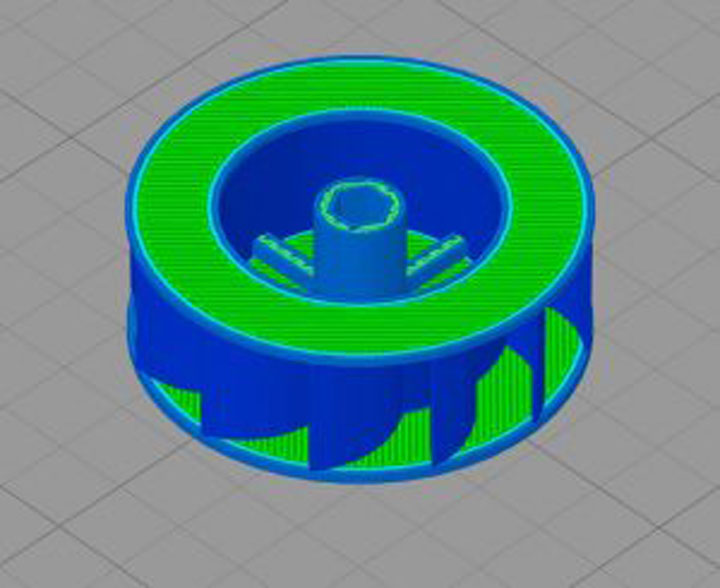
نگاره 3) جداره های single extrusion
جزئیات ظریف درونی
بر روی قسمت بالایی همان مدل قبلی زوم کنید؛ یک مرکز با 4 میله می بینید که به لبه ها وصل شده اند. این میله ها حدودا 1.4 میلی متر هستند. اگر این میله ها را در Simplify3d آنالیز کنید می بینید که نرم افزار از گزینه ای تحت عنوان gap fill استفاده می کند تا فضای خالی بین میله ها را پر کند. این قابلیت شبیه infill معمولی است که درون مدل استفاده می شود. اکسترودر با حرکتی رفت و برگشتی خطوط ظریفی از پلاستیک اکسترود می کند که محیط ها را به هم متصل می کند. اما گزینه ی دیگری هم وجود دارد که می تواند این فواصل را در یک حرکت برطرف کند.
از قسمت “Edit Process Settings” وارد بخش Advanced tab شوید. می بینید که گزینه ی “internal thin wall type” بر روی حالت “allow gap fill” تنطیم شده است. یکی از راه های دیگر برای پر کردن فواصل گزینه ی single extrusion یا یک بار اکسترود کردن است. برای این کار گزینه ی “allow single extrusion fill” را فعال کنید.
اگر مد رنگی پریویو را به “Feature type” تغییر دهید؛ می بینید که پره ها به رنگ سبز تیره هستند؛ که به این معناست که این جزئیات ظریف با استفاده از internal single extrusion پرینت می شوند.
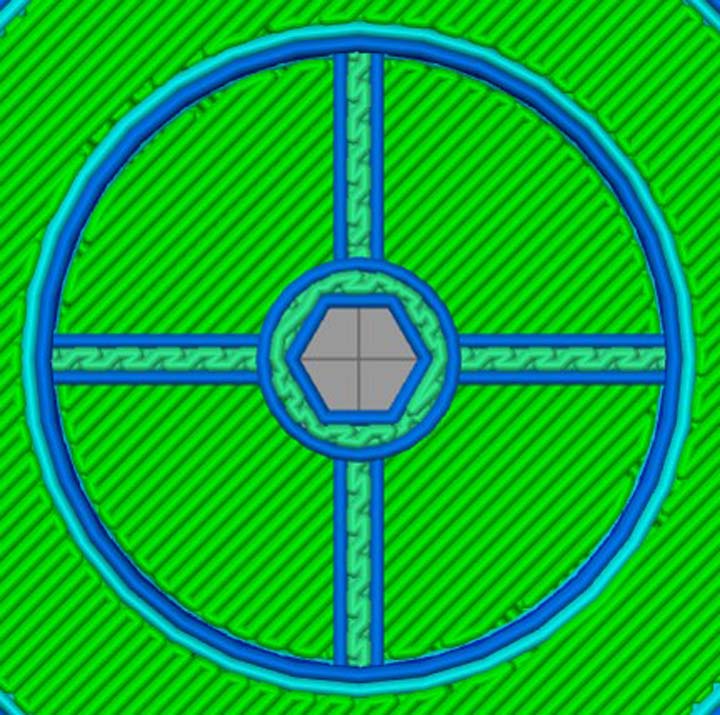
نگاره 4) gap fill
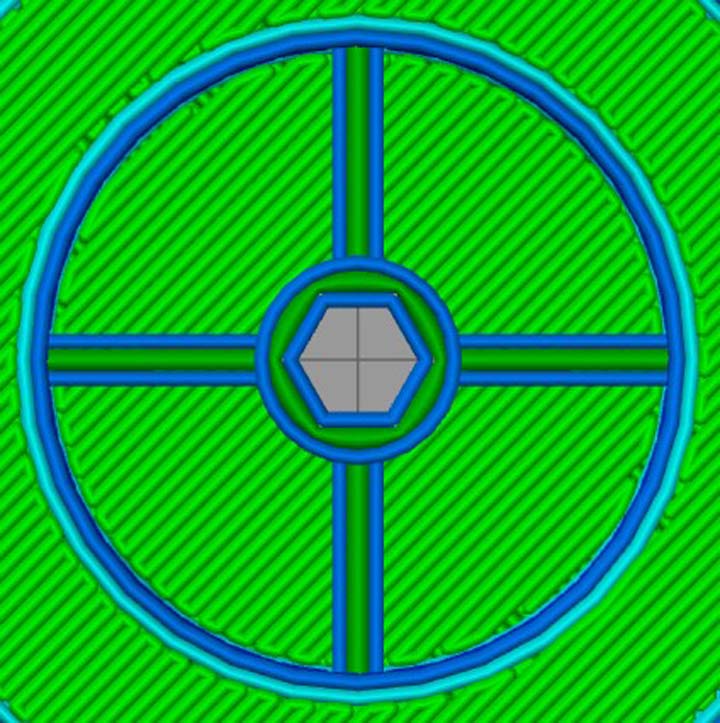
نگاره 5) single extrusion fill
تنظیمات single extrusion
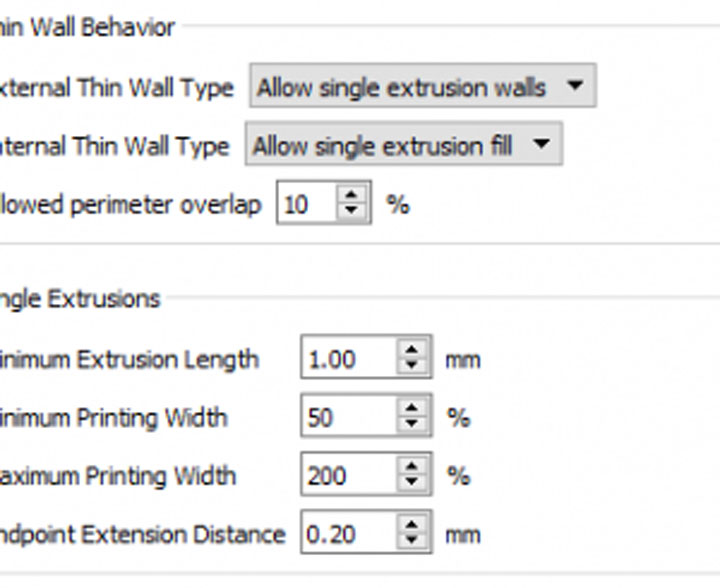
حالا که نحوه ی عملکرد single extrusion را دیدید؛ بهتر است یکسری از تنظیمات پیشرفته تر آن را هم بیاموزید. تمامی این تنظیمات در قسمت Advanced tab قرار دارند.
این تنطیمات برای هردو بخش های درونی و بیرونی هستند.
نگاره 6) پرینت جداره های باریک و جزئیات ظریف
-
اجازه ی همپوشانی محیط ها/allowed perimeter overlap
این تنظیمات برای انتخاب بین گزینه ی perimeters و یا single extrusion است. اگر جداره ها به قدری نازک شوند که محیط های پیرامونیشان بیشتر از میزانی که در عکس می بینید(10%) همپوشانی پیدا کند؛ از single extrusion استفاده می شود.
-
کمترین طول اکستروژن/minimum extrusion length
اگر یک single extrusion کوتاه تر از این میزان است (1.00میلی متر)؛ پرینت نخواهد شد. این تنظیمات برای صرفه جویی در زمان پرینت بسیار مفید است.
-
کمترین و بیشترین عرض پرینت/minimum & maximum printing width
ممکن است متوجه مشکل پرینترتان در چاپ اکستروژن های خیلی ظریف یا خیلی ضخیم شوید؛ این تنظیمات به شما امکان محدود کردن عرضی که single extrusion با آن پرینت می شود را می دهد. برای مثال اگر از نازلی 0.4 میلی متری استفاده می کردید؛ با minimum extrusion width 50%، به این معناست که تمامی single extrusion هایی که پرینت می شوند؛ عرض حداقلیِ 0.2 میلی متری خواهند داشت.
-
میزان کشش نقطه ی نهایی/endpoint extension distance
وقتی که single extrusion پرینت می شود؛ مهم است که از اتصال نقطه ی شروع و پایان با پایه ی مدل اطمینان حاصل کنید. برای مثال انتهای داخلی پره ها در این مدل ممکن است برای چسبیدن به بدنه مشکل پیدا کنند. این تنظیمات امکان گسترش دادن طول single extrusion را فراهم می کند؛ که میزان همپوشانی با پایه ی مدل را افزایش می دهد و اتصالی قوی تر فراهم می کند.