

دیواره ها از قسمت های بسیار مهم یک قطعه ی پرینت سه بعدی هستند؛ زیرا که به عنوان پوسته ی یک پرینت عمل می کنند. در ادامه بیشتر به توضیح ضخامت صحیح دیواره های پرینت سه بعدی و تنظیمات مربوط به آن پرداخته ایم. در روش های ساخت سنتی، قطعات یک پرینت پر یا توخالی هستند، و هیچ تمایزی بین مناطق داخلی و خارجی مدل وجود ندارد. در مقابل، فضای داخلی و خارجی قطعات پرینت سه بعدی از نظر تکنیکی جدا هستند زیرا دستگاه دو منطقه را به روشهای کاملاً متفاوتی پرینت می کند.
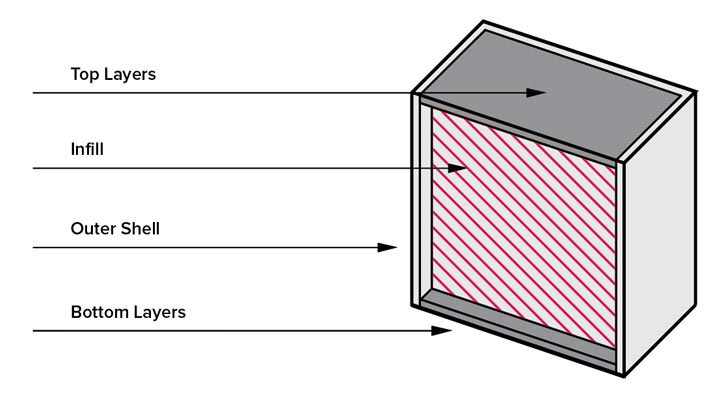
نگاره 1) قسمت های مختلف پرینت سه بعدی
قسمت داخلی یک پرینت سه بعدی Infill است، و قسمت بیرونی آن را پوسته یا Shell می نامند. Infill را می توان در هر چگالی بین 0٪ (توخالی) و جامد (100٪) و همچنین در انواع ساختارهای خاص پرینت کرد. پوسته کاملاً جامد پرینت شده است.
پوسته نه تنها قابل توجه ترین بخش پرینت سه بعدی است، بلکه به شدت بر خصوصیات مکانیکی مدل (به عنوان مثال مقاومت) تأثیر می گذارد. پوسته شامل دیوارها و لایه های بالا و پایینی پرینت می شود.
دیواره ها و لایه های بالا و پایین از هم متمایز هستند؛ زیرا دیواره ها محیط افقی یک پرینت را می پوشانند و در امتداد محور Z به سمت بالا ادامه پیدا می کنند. لایه های بالا و پایین کل ناحیه افقی را در محیطی که توسط دیواره ها ایجاد شده است، می پوشانند.
پوسته ها و اجزای فرعی آنها قسمتهای حیاتی هر پرینت سه بعدی هستند زیرا همانطور که گفتیم، آنها می توانند بر استحکام و دوام قطعه تأثیر بگذارند. به همین دلیل مهم است که اطمینان حاصل کنید که تنظیمات برش دهنده پوسته شما با کاربرد قطعه پرینت سه بعدی هماهنگ است.
تنظیمات اصلی
تقریباً همه برنامه های برش، که یک مدل سه بعدی را به G-code قابل پرینت تبدیل می کنند، دارای تنظیمات پوسته هستند. قبل از شروع، توجه به این نکته مهم است که بیشتر اصطلاحات ما در این مقاله بر اساس Cura است. اگرچه اصطلاحاتی که در سایر برش های سه بعدی استفاده می شود باید واضح باشد. به عنوان مثال، در Slic3r و PrusaSlicer ، از پوسته ها تحت عنوان “Perimeters” یاد می شود.
این تنظیمات می تواند پرینتی را ایجاد یا نابود کنند، زیرا اگر صحیح تنظیم نشوند، قطعاً قطعه نقص بصری پیدا خواهد کرد. تنظیمات مختلفی بر نحوه پرینت پوسته ها تأثیر می گذارند، اما چند مورد از این تنظیمات از اهمیت ویژه ای برخوردار هستند.
ضخامت ، تعداد خط ، و لایه ها
شاید مهمترین تنظیم برای دیوارها و لایه های بالا و پایین ضخامت ویژگی های پوسته باشد. اما متأسفانه، تنظیمات واحدی برای ضخامت پوسته وجود ندارد و اغلب در قالب تنظیمات ضخامت دیواره ها و ضخامت لایه های بالا و پایین است.
علاوه بر این ، تنظیمات ضخامت پوسته معمولاً به صورت خط یا عرض/ ارتفاع (بر حسب میلی متر) تعریف شده است. این دو روش تنظیم ضخامت پوسته با یکدیگر ارتباط مستقیم دارند. تنظیم یکی به طور خودکار دیگری را تحت تاثیر قرار می دهد. بنابراین، می توانید با هرکدام که راحت تر هستید کار کنید.
عرض دیوار بر حسب میلی متر، که به زبان ساده “ضخامت دیوار” نامیده می شود ، عرض مجموعه دیواره های پرینت را مشخص می کند. در نوع دیگر، تنظیم بر اساس خط دیوار نشان دهنده تعداد پاس های مورد نیاز نازل برای دیوارها است.
تنظیمات ضخامت برای لایه های بالا و پایین بسیار شبیه است. ضخامت بالا و پایین به ارتفاع لایه ها اشاره دارد. این گزینه وجود دارد که آنها را یک به یک یا با یکدیگر تنظیم کنید.
ضخامت پوسته یا مقدار خط باید براساس کاربرد مدل شما و متریال مصرفی پرینت تنظیم شود. هیچ میزان ثابتی وجود ندارد. هرچه دیوارهای شما بیشتر باشد، زمان پرینت ط.لانی تر می شود و متریال بیشتری مصرف می شود و قطعه نیز احتمالاً قوی تر خواهد بود.
توصیه ها
اکنون که از تنظیمات ضخامت پوسته آگاهی دارید، وقت آن است که ضخامت دیواره (یا تعداد خط) و ضخامت بالا و پایین (یا لایه ها) را در نرم افزار برش خود تنظیم کنید. مقادیر معمول برای پرینت قطعات منظم و نسبتاً قوی شامل ضخامت دیواره 0.8-1.6 میلی متر (3-4 خط دیواره) و ضخامت بالا و پایین حدود 0.8-1.2 میلی متر است (4-6 لایه بسته به تنظیم ارتفاع لایه). در بیشتر موارد، مقادیر پیش فرض در نرم افزار برش مناسب هستند.
اگر می خواهید تنظیمات سفارشی خود را اعمال کنید، چند قانون کلی وجود دارد که ممکن است بخواهید در مورد آنها بدانید:
- برای ضخامت دیوار از مضرب قطر نازل خود استفاده کنید زیرا برای پرینت دیوارهای full-sizeایده آل است.
- همچنین، از مضرب ضخامت لایه خود برای ضخامت لایه ی بالا و پایین استفاده کنید
- اگر قطعات با مقاومت بالاتر می خواهید ، از مقادیر بزرگتر مانند ضخامت دیواره 2-3 میلی متر و ضخامت بالا و پایین 1.6-2 میلی متر استفاده کنید.
- برای مدل هایی که جنبه ی بصری آن ها از استحکامشان مهم تر است می توانید به ضخامت دیواره 0.4 میلی متر و ضخامت بالا و پایین 0.2-0.8 میلی متر بسنده کنید.
کاربردهای ویژه
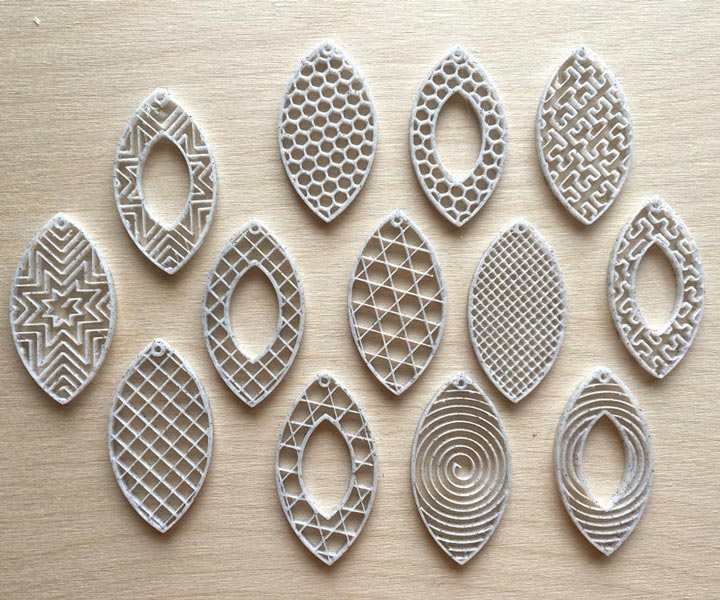
نگاره 2) ضخامت صحیح دیواره های پرینت سه بعدی
همچنین موارد خاصی وجود دارد که می توانید از ضخامت پوسته ی متفاوت استفاده کنید، مانند استفاده از لایه های بالا و پایین صفر برای نشان دادن الگوی Infill. این مورد در جواهرات یا کیس های تلفن همراه معمول است.
مثال دیگر پوسته های ضخیم تر و بدون Infill است مانند قطعات کاربردی چون قاب ها یا ساختارهای میله مانند که پوسته های ضخیم تر می توانند جایگزین Infill شوند.
بسته به طراحی یک قطعه، پوسته ها می توانند مقاومت قطعه را به نسبت مقدار معادل مواد Infill فراهم کنند. همچنین ممکن است انعطاف پذیری قطعه را نیز افزایش دهد.
نگاره 3) ضخامت صحیح دیواره های پرینت سه بعدی
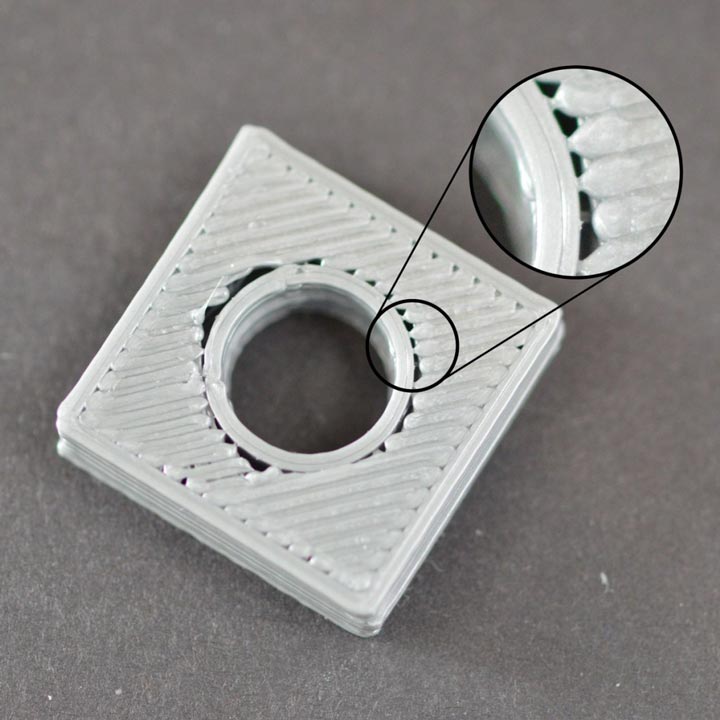
درصد همپوشانی Infill
این تنظیمات به همپوشانی بین خطوط Infill و دیواره ها اشاره دارد. مقداری که برای این تنظیم وارد می کنید درصدی از عرض خط پر است. هرچه مقدار بزرگتر باشد، پیوند بین دیوارها و داخل پرینت محکم تر می شود.
مقدار پیش فرض برای این تنظیم 30٪ در Cura است. ممکن است بخواهید 10٪ به این مقدار اضافه کنید تا قدرت مدل خود را افزایش دهید. برعکس، شما می توانید 10٪ را برای صرفه جویی در مصرف متریال و سرعت بخشیدن به زمان پرینت خود کم کنید.
سرعت
نکته مهم دیگر سرعت پرینت ، به ویژه سرعت برای دیوار داخلی، دیوار بیرونی و لایه های بالا و پایین است. این تنظیمات تعیین می کند که عناصر گفته شده پرینت با چه سرعتی پرینت می شوند، و می تواند بر کیفیت پرینت منطقه زیرین تأثیر بگذارد. قابل ذکر است که دیواره داخلی، دیواره مجاور Infill (داخلی ترین دیواره) است و دیواره خارجی آن دیواره بیرونی است که قابل مشاهده می باشد.
مقادیر پیش فرض Cura هم برای سرعت دیوار و هم برای سرعت بالا و پایین 30 میلی متر بر ثانیه است. پیشنهاد می شود سرعت دیواره داخلی را 30 تا 60 میلی متر بر ثانیه تنظیم کنید زیرا کسی دیواره داخلی را نمی بیند و سرعت دیواره خارجی را بین 20 تا 45 میلی متر بر ثانیه قرار دهید. برای سرعت لایه بالا و پایین، توصیه می شود آن را همانگونه که هست رها کنید یا آن را به حدود 20-25 میلی متر بر ثانیه کاهش دهید تا سطح زیرین و سطح بالا خوب به نظر برسد.
ما چنین دامنه وسیعی از سرعت را در نظر گرفتیم تا تفاوت سرعت استاندارد مواد را حساب کنیم (به عنوان مثال ABS باید کمی کندتر از PLA پرینت شود). با این حال، بسته به آنچه برای مدل خود استفاده می کنید؛ در صورت تمایل مقدار آن را تا 30 میلی متر بر ثانیه تنظیم کنید.
ارتفاع لایه
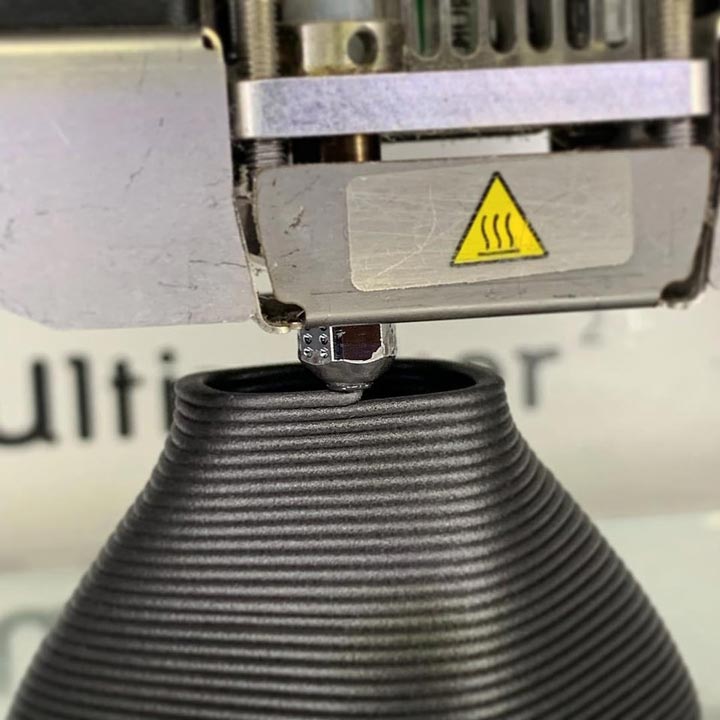
نگاره 4) تنظیمات ارتفاع لایه
تنظیم ارتفاع لایه نیز برای تنظیم پوسته مفید است. ارتفاع لایه کنترل می کند که هر لایه متوالی از لایه قبلی چقدر بالاتر است و لایه های بالا و پایین هنوز هم لایه های واقعی هستند ، بنابراین آنها نیز به این تنظیمات متکی هستند.
اساساً ، هرچه مقدار ارتفاع لایه شما بزرگتر باشد ، قطعه قویتر است، اما جزئیات آن کمتر است. ارتفاع لایه پیش فرض اکثر برش ها 0.2 میلی متر است و ما توصیه می کنیم ارتفاع لایه خود را در هیمن میزان رها کنید. با این حال، ممکن است بخواهید جزئیات و دقت قطعه را افزایش دهید، از این رو می توانید ان را کاهش دهید، یا در صورت نیاز به قطعه قوی تر، آن را افزایش دهید.
دستور پرینت
آخرین تنظیم اساسی مربوط به پوسته ها، ترتیب پرینت دیوارها است. این تعیین می کند که دیوار بیرونی ابتدا پرینت شود یا دیوار داخلی. به گفته Ultimaker، فعال سازی این تنظیم باعث بهبود دقت ابعادی در محورهای X و Y می شود اما با کاهش کیفیت پرینت برای تاق ها همراه است.
چنانچه در نرم افزار برش شما موجود است، توصیه می کنیم این تنظیم را فقط درصورتی که هیچ گونه overhang ندارید روشن کنید. این به این دلیل است که اگر ابتدا دیوار خارجی پرینت شود، ممکن است قسمت های پل و تاق کمی آویزان شوند.
تنظیمات بیشتر
علاوه بر تنظیمات برش دهنده ای که برای دستیابی به ضخامت صحیح دیواره های پرینت سه بعدی در بالا به آنها پرداختیم، چند ابزار دیگر نیز وجود دارد که بر دیوارهای پرینت تأثیر می گذارد.
پرینت دیوارهای نازک: بعضی اوقات ، مدل ها دارای جزئئیاتی هستند که از عرض خط دیوار کمتر است، بنابراین برش دهنده آنها را نادیده می گیرد. زیرا که از نظر تکنیکی، این دیوارهای نازک قابل پرینت نیستند، به این دلیل که به اندازه کافی برای یک دیوار بزرگ نیستند – مگر اینکه از نازل قطر کوچکتر با مقدار عرض خط دیواره کم استفاده کنید. این ویژگی به برش دهنده امکان تشخیص دیواره های نازک می دهد.
جریان دیوار: جریان دیوار مانند جریان اکستروژن کلی یک پرینت است که گاهی اوقات به عنوان ضریب اکستروژن شناخته می شود، اما فقط برای دیوارهای مدل. می توانید از این تنظیمات برای جلوگیری از اکستروژن بیش از حد یا کم و همچنین کنترل پیوندهای بین دیوارها استفاده کنید. به این دلیل که مقدار جریان بالاتر باعث می شود متریال بیشتری در یک فضا به هم فشرده شوند.
حالت گلدان: حالت گلدان، که گاهی اوقات به حالت مارپیچ نیز شناخته می شود، یک حالت پرینت ویژه است که فقط با استفاده از یک دیوار برای کل قسمت خارجی، یک مدل را به گلدان تبدیل می کند. حالت Vase همچنین به برش دهنده شما می گوید تا مدل را با حرکت های محور Z نرم و طبیعی پرینت کند و درز معمولا مشخص Z را از بین ببرد.
پوست فازی: در آخر، پوست فازی یکی از تنظیمات برش خاص اما سرگرم کننده است که تا حدی به ضخامت دیواره مربوط می شود. فعال کردن این مد، به پرینتر دستور می دهد که هنگام پرینت دیواره خارجی، نازل را کمی تکان دهد. این باعث ایجاد یک بافت در اضلاع خارجی می شود.