

برای اینکه پرینتر سه بعدیتان، قطعات سالم و دقیقی را پرینت کند؛ باید قادر به اکسترود میزان هماهنگ و یکنوختی از پلاستیک باشد. در غیر این صورت کیفیت قطعه ی نهایی چندان خوب نخواد بود. اکسترود غیر یکنواخت را می توان با بررسی پرینتر حین کار و از نردیک، تشخیص داد. در ادامه به برخی از رایج ترین راه حل های مشکل اکسترود غیر یکنواخت پرینت سه بعدی به طور خلاصه اشاره کرده ایم.
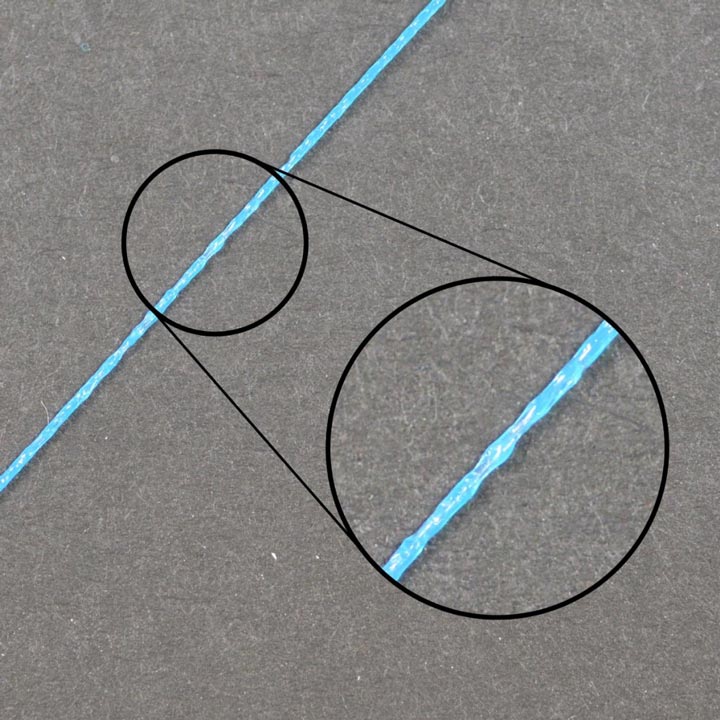
نگاره 1) مشکل اکسترود غیر یکنواخت پرینت سه بعدی
راه حل های رایج
-
فیلامنت گیر کرده است.
اولین مسئله ای که باید کنترل کنید؛ حلقه ی فیلامنتتان و چرخش منظم و بی مشکل آن است. چنانچه فیلامنت گیر کرده باشد و یا قرقره ی آن آزادانه نچرخد؛ فیلامنت اکسترود شده تحت تأثیر قرار خواهد گرفت.
-
اکسترودر مسدود شده است.
چنانچه فیلامنت گیر نکرده باشد و به راحتی و بدون مشکل وارد اکسترودر می شود؛ مسئله ی بعدی که باید کنترل کنید خود نازل است. ممکن است که میزان خیلی کمی گرد و خاک درون نازل جمع شده باشد که مانع اکسترود مناسب می شود. یکی از راه های ساده برای کنترل این مسئله، استفاده از پنل کنترل Simplify3D است که می توانید از آن طریق و به طور دستی، کمی فیلامنت اکسترود کنید. از نزدیک و به دقت به پلاستیک اکسترود شده نگاه کنید و اگر ناهماهنگی در آن دیدید؛ باید نازل را تمیز کنید.
-
ارتفاع بیش از حد کم لایه
پس از کنترل دو مورد پیش، اگر همچنان مشکل پا برجا بود تعدادی تنظیمات وجود دارد که باید در Simplify3D کنترل کنید. برای مثال اگر لایه ای با ارتفاع خیلی کم مثل 0.1 میلی متر پرینت می کنید، فضای بسیار کمی برای خروج پلاستیک از نارل وجود دارد و فضای زیر نازل هم تنها 0.1 میلی متر است که این خروج پلاستیک از نازل را مشکل می کند. پس توجه داشته باشید که ارتفاع معقولی برای لایه ها انتخاب کنید. تنظیمات مربوط به این قسمت را می توانید از بخش Layer tab در قسمت “edit process settings” پیدا کنید. اگر ارتفاع لایه خیلی پائین بود آن را افزایش دهید و ببینید آیا مشکل بر طرف می شود یاخیر.
-
عرض نادرست اکستروژن
از تنظیمات دیگری که می توانید Simplify3D کنترل کنید؛ عرض اکستروژنی است که مختص اکسترودرتان تنظیم کرده اید. از قسمت “edit process settings” وارد بخش extruder tab شوید. هر اکسترودر می تواند عرض اکستروژن مختص به خود را داشته باشد؛ پس توجه داشته باشید که اکسترودر درست را انتخاب کنید. چنانچه عرض اکستروژن به میزان قابل توجهی از قطر نازلتان کوچکتر باشد؛ در روند اکسترود مشکل ایجاد می شود. بر اساس یک قانون نانوشته ی تجربی، عرض اکستروژن باید 100 تا 150% قطر نازل باشد.
-
فیلامنت بی کیفیت
یکی از رایج ترین علل بروز مشکل اکسترود غیر یکنواخت پرینت سه بعدی، کیفیت فیلامنت مورد استفاده است. فیلامنت های بی کیفیت حاوی مواد افزودنی زیادی هستند که سبب اکسترود غیر یکنواخت می شوند. برخی از پلاستیک ها هم در طول زمان کیفیت خود را از دست می دهند؛ برای مثال، PLA رطوبت موجود در هوا را جذب می کند که سبب می شود در طول زمان با افت کیفیت مواجه شود.
-
مشکلات مکانیکی اکسترودر
چنانچه تمام موارد بالا را کنترل کرده اید و از صحت عملکرد همه ی آن ها اطمینان حاصل کرده اید اما همچنان با مشکل اکسترود غیر یکنواخت مواجه هستید؛ باید به دنبال مشکلات مکانیکی اکسترودر بگردید. برای مثال، بسیاری از اکسترودرها از چرخ دنده هایی استفاده می کنند که با دندانه های تیز فیلامنت را به عقب و جلو می رانند. این اکسترودرها همچنین تنظیماتی دارند که میزان فشار دندانه ها به فیلامنت را تعیین می کند. اگر این میزان فشار خیلی کم باشد، ممکن است موقعیت فیلامنت را تحت تأثیر قرار می دهد. برای تنظیم این مورد با کارخانه ی پرینترتان تماس بگیرید. اگر همچنان با مشکلات پرینت سه بعدی رو برو هستید، پیشنهاد می کنیم مقالات رفع مشکل پرینت سه بعدی دیگر فیلانو را مشاهده نمایید.