

پرینت سه بعدی می تواند سرگرمی جالبی باشد گرچه امکان رو به رو شدن با چالش های فراوانی هم وجود دارد. یکی از مشکلات پرینت سه بعدی قسمت هات اِند (Hot End) و مشکل Heat Creep در پرینت سه بعدی است. اگر با اجزای دقیق این بخش آشنا نیستید می توان آن را به 6 قسمت اصلی تقسیم کرد:
- نازل: قسمت پایینی بخش هات اِند که فیلامنت از آن خارج می شود.
- بلوک حرارتی: قسمت بالای نازل که کارتریج حرارتی قرار دارد. (Heat Cartridge) قسمتی است که الکتریسیته را به حرارت تبدیل می کند و بلوک حرارتی با این حرارت پلاستیک را ذوب می کند.
- سینک حرارتی: قسمتی که امکان ورود هوا به درون دستگاه را فراهم می کند.
- گلو: سینک حرارتی را به بلوک حرارتی متصل می کند.
- مجرای PTFE: مجرای پلی تترافلوئورواتیلن یا همان تفلون قسمتی است که فیلامنت از طریق آن تغذیه می شود.
- اتصال دهنده (Coupler): این قطعه ی بادی وارد سینک حرارتی می شود تا مجرای PTFE داخل شود.
هات اند به مجموعه ی تمامی این قطعات گفته می شود.
فیلامنت باید فقط در قسمتی که نزدیک بلوک حرارتی و نازل قرار دارد؛ ذوب شود. این قسمت که جزئی از هات اند است به نام منطقه ی ذوب (Melt Zone) شناخته می شود. اگر فیلامنت در هر نقطه ی دیگری ذوب شود به مشکل برخواهید خورد.
Heat Creep چیست؟

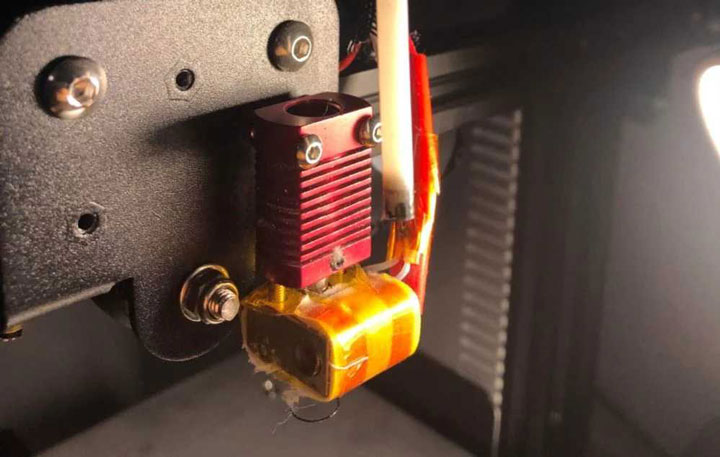
نگاره 1) مشکل Heat Creep در پرینت سه بعدی در قالب حباب سر فیلامنت.
مشکل احتمالی در تری دی پرینت که فیلامنت، بخش هات اند و حرارت در آن دخیل هستند. Heat Creep در اصل نفوذ حرارت به قسمت های بالایی هات اند و ذوب فیلامنت زودتر از موعد و قبل از رسیدن آن به قسمت ذوب یا همان Melt Zone است.
این مشکل ممکن است در حین پرینت آشکار شود و یا بعد از پرینت و هنگام مرحله ی خنک شدن اما اغلب در حین پرینت که دما در بالاترین حالت است رخ می دهد. از شواهد این مشکل این است که وقتی قطعه ای که پرینت کرده اید نصفه و نیمه به نظر می رسد و لایه ی بالایی آن مثل تصویر بالا ریش ریش شده است؛ همچنین هنگامی که فیلامنت را بیرون می کشید و حباب هوایی سر آن دیده می شود؛ می توان یافت. تمامی این ها باعث گرفتگی در دستگاه می شود اما باید خاطر نشان کرد که این نوع گرفتگی با سایر انواع آن و گرفتگی نازل متفاوت است.
مشکل نفوذ حرارت در اغلب هات اند های تمام فلزی که مجرای تفلن ندارند رایج تر است زیرا که این مجرا به جریان هوا سهولت می بخشد. این مشکل همچنین در هات اند های کم کیفیت که جلوی نفوذ حرارت را نمی گیرند؛ دیده می شود.
در این مقاله به این مشکل و راه حل های آن می پردازیم.
علل مشکل Heat Creep در پرینت سه بعدی
نگاره 2) استفاده از دمای بسیار بالا ممکن است سبب مشکل Heat Creep در پرینت سه بعدی شود.
علل متعددی برای وقوع این مشکل وجود دارد اما رایج ترین آن ها مربوط به قسمت خنک کننده ی (Cooling) هات اند، دمای هات اند، مجرای PTFE و زمان حرارت دیدن فیلامنت است. خلل در هر کدام از این قسمت ها منجر به Heat Creep می شود بنابراین در نظر داشتن تمامی احتمالات ضروری است.
- دمای هات اند بیش از حد بالاست: در این صورت به مشکل Heat Creep برخواهید خورد زیرا که هرچه دمای بلوک حرارتی بیشتر باشد امکان نفوذ حرارت به نقاط دیگر هم بیشتر می شود.
- فن یا خنک کننده ی هات اند به میزان کافی خنک نیست: اگر فن درست کار نکند حرارت از سینک حرارتی و کل قسمت هات اند خارج نمی شود و حرارت به قسمت بالای هات اند نفوذ پیدا می کند و فیلامنت را پیش ازموعد ذوب می کند.
- فیلامنت مدت زمان زیادی در قسمت هات اند قرار گرفته است: زمان بیش از حد در قسمت ات اند هم سبب ذوب فیلامنت پیش از رسیدن آن به قسمت ذوب و در نتیجه Heat Creep می شود.
- طراحی قسمت هات اند: ظرفیت حرارتی همه ی هات اندها مانند هم نیستند؛ به عنوان مثال هات اندهای تمام فلزی به علت رسانایی بالای فلز باعث انتقال سریع تر حرارت به نقاط مختلف قطعه می شود.
حالا که علت اصلی وقوع Heat Creep را می دانیم نوبت به راه حل های آن می رسد.
راه حل اول: دمای هات اند را کاهش دهید.

نگاره 3) مشکل Heat Creep در پرینت سه بعدی با تنظیم میزان حرارت ممکن است حل شود.
واضح ترین راهکار کاهش حرارت قطعه ی هات اند است. حرارت کمتر به معنای حضور حرات کمتر در هات اند است و مانع وقوع Heat Creep می شود. گرچه تنظیمات ماندگاری نیست و البته دما تا حدی قابل کاهش است که همچنان قابلیت ذوب متریال را فراهم کند.
راه حل دوم: سرعت فن را بالا ببرید.

نگاره 4) استفاده از فن برای حل مشکل Heat Creep در پرینت سه بعدی
راهکار بعدی افزایش سرعت فن و یا در صورت عدم وجود فن، تهیه ی یکی است.
سرعت فن باید در حدی باشد که منجر به ذوب پیش از موعد فیلامنت نشود. اگر سیستم خنک کننده ندارید یک فن کوچک در ابعاد 40 در 20 میلی متری تهیه کنید و نزدیک سینک حرارتی قرار دهید. در حالت ایده آل بهتر است آن را به سینک حرارتی متصل کنید و یا رو به روی آن قرار دهید.
در ابتدا سرعت فن را در حالت 100 درصد قرار دهید و از عدم وقوع Heat Creep مطمئن شوید سپس در صورت مواجه شدن با مشکلاتی از قبیل ترک خوردن و یا سایر مشکلات مربوط به فن، سرعت را به تدریج و به میزان 10 درصد کاهش دهید.
راه حل سوم: سرعت پرینت را افزایش دهید.
نگاره 5) افزایش سرعت پرینت برای حل مشکل Heat Creep در پرینت سه بعدی
راهکار ساده ی سوم افزایش سرعت پرینت است که زمان زیادی در اختیار هات اند قرار نمی دهد و به نوعی راهکاری برای دور زدن مشکل است. افزایش سرعت پرینت راهکار ایده آلی نیست زیرا که آن هم سبب مشکلات دیگری چون UNDER-EXTRUSION می شود که سناریوی متفاوتی است.
برای این کار می توانید سرعت پرینت را 10-15 میلی متر سریع تر از حد نرمال کنید و با کاهش آن به میزان های 2-5 میلی متری به تنظیمات مناسبی که سبب Under-extrusion نشود؛ برسید.
راه حل چهارم: هات اند را تعویض کنید.

نگاره 6) قطعه ی هات اند با شیارهای PTFE برای حل مشکل Heat Creep در پرینت سه بعدی ممکن است کارساز باشد.
راهکار نهایی و جدی تعویض هات اند با قطعه ای مناسب و با کیفیت تر است. گرچه قطعات فلزی اغلب پیشرفته تر از نمونه های دیگر به نظر می رسند؛ ممکن است اگر سایر بخش ها تشدید کننده ی حرارت باشند به عنوان یک کاتالیزور Heat Creep عمل کنند. در این مورد بهتر است از یک هات اند با شیارهای PTFE استفاده کنید.
شیارهای PTFE در کنار مجرای PTFE به عنوان عایق عمل می کنند و از حرارت دیدن فیلامنت قبل از رسیدن آن به قسمت ذوب جلوگیری می کنند.
نکات اثرگذار
نگاره 7) تنظیم میزان صحیح retraction ممکن است سبب حل مشکل Heat Creep در پرینت سه بعدی شود.
- مشکل را شناسایی کنید: مطمئن شوید مشکلی که با آن مواجه هستید Heat Creep است و نه نوع دیگری از گرفتگی های هات اند. برای اطمینان حاصل کردن از این موضوع، هماهنگی مجرای PTFE با نازل را کنترل کنید در غیر این صورت به گرفتگی های نازل و… بر خواهید خورد. حتی می توانید نازل را تعویض کنید تا مطمئن شوید مشکل از نازل نیست. اگر با کنترل تمامی این مسائل همچنان مشکل داشتید به احتمال زیاد مشکل دستگاه شما Heat Creep است.
- به طور جداگانه تنطیمات را انجام دهید: با تنظیم چندین بخش به طور همزمان نمی توانید از قسمت مشکل آسا مطلع شوید.
- هات اند را تمیز کنید: بعد از پرینت هر چند قطعه هات اند را تمیز کنید تا عناصر خارجی مشکلی ایجاد نکنند. آلودگی هات اند مشکلات بیشتری را ایجاد می کند. برای این کار از پارچه میکروفایبر مرطوب و یا پارچه ی الکلی استفاده کنید و هنگامی که همچنان گرم هستند قطعه را تمیز کنید.
- از مجرای PTFE با کیفیت استفاده کنید: قطعه ی PTFE با کیفیت به معنای عایق بهتر است.
- لبه ی مجرای PTFE را ببرید: با این کار لبه های قطعه که ممکن از بر اثر حرارت له شده باشد را از بین می برید و قطعه هماهنگیش را با نازل حفظ می کند.
- فیلامنت با کیفیت استفاده کنید: فیلامنت بی کیفیت بافت ناهمگنی دارد. از فیلامنتی با کیفیت با تالرنسی کمتر از 0.05 میلی متر استفاده کنید.
- دستگاه پرینترتان را بعد از پرینت خاموش کنید: با این کار حرارت در دستگاه باقی نمی ماند. توجه داشته باشد هنگام خاموش کردن دستگاه هات اند در حال حرارت دیدن نباشد.
- فیلامنت را پس از پرینت از دستگاه خارج کنید: با باقی ماندن فیلامنت امکان حرارت دیدن آن در هنگام خنک شدن هات اند وجود دارد زیرا که حرارت با حرکت به سمت بالا ممکن است سبب ذوب زودهنگام فیلامنت در پرینت های بعدی شود.
- Retraction را کاهش دهید: Retraction تنظیماتی است که میزان خارج شدن فیلامنت پس از هر حرکت نازل را کنترل می کند. اگر فیلامنت بیشتری خارج شود در بالای قسمت ذوب جمع می شود و سبب انتقال حرارت می شود. اگر مسئله ی دستگاهتان این مورد است تنظیمات Retraction را به میزان 0.5 میلی متر کاهش دهید.
- فن را تمیز کنید: فن آلوده با سرعت کمتری حرکت می کند و در نتیجه تأثیر خنک کنندگی کمتری دارد.
منبع: all3dp.com